Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка

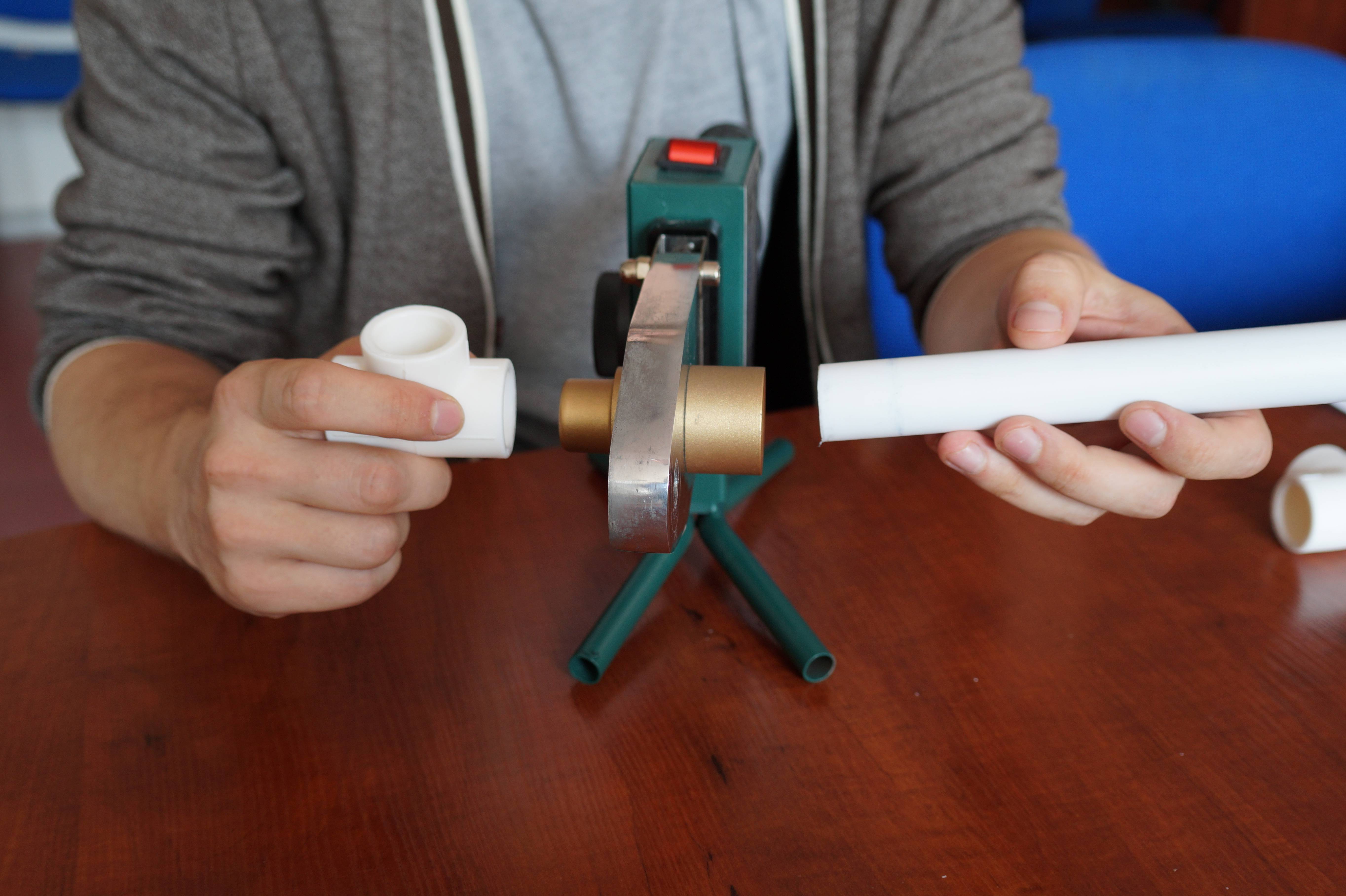
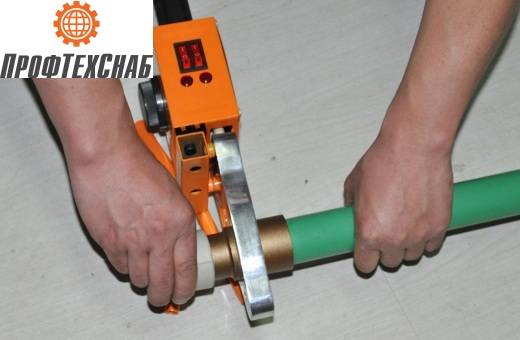
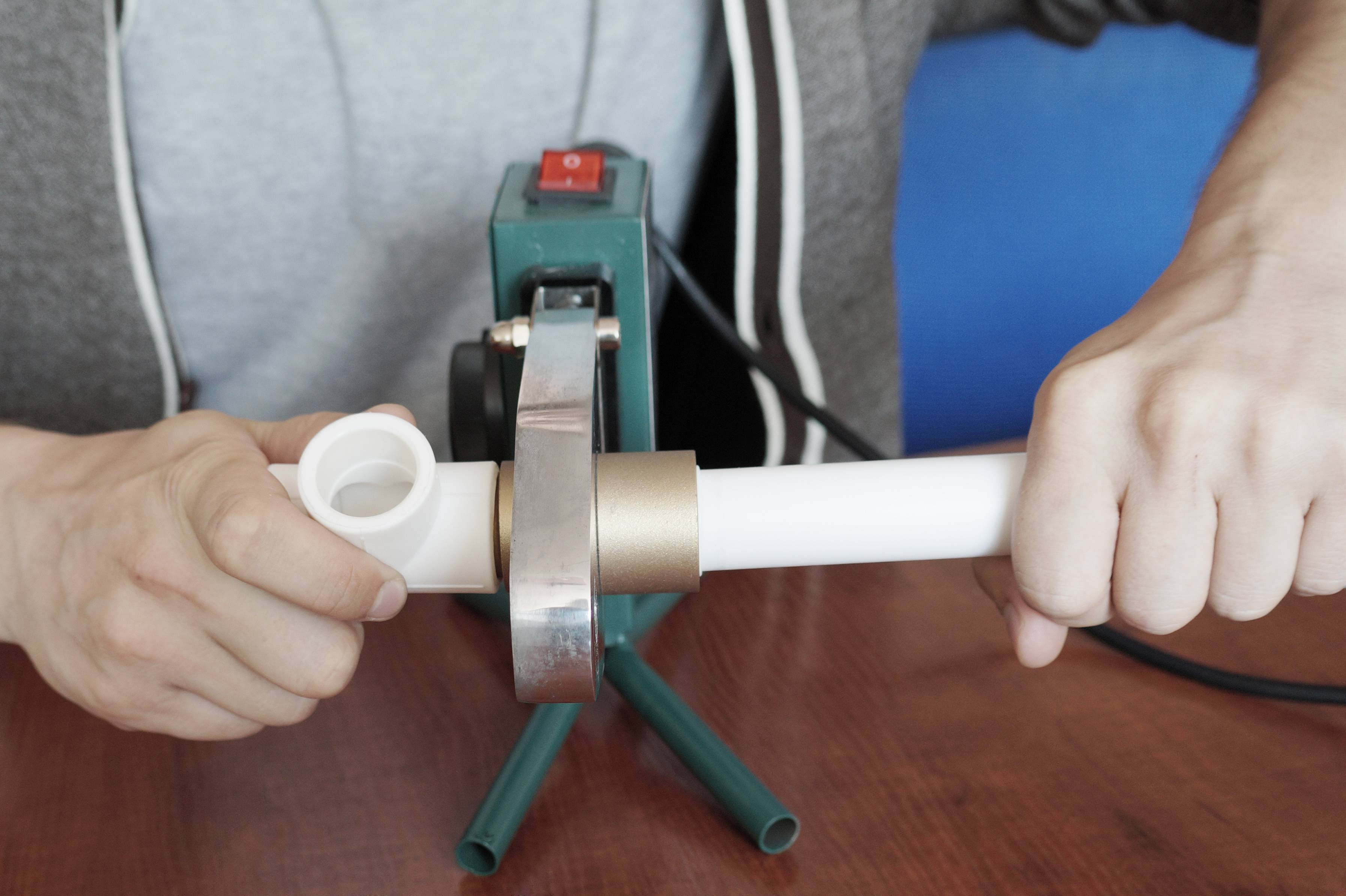
Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
| Диаметр (мм.) | Глубина сварки (мм.) |
| 20 | 14,0 |
| 25 | 16,0 |
| 32 | 20,0 |
| 40 | 21,0 |
| 50 | 22,5 |
| 63 | 24,0 |
| 75 | 28,5 |
| 90 | 33,0 |
| 110 | 39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
| Диаметр (мм.) | Время остывания (сек.) |
| 20 | 3 |
| 25 | 3 |
| 32 | 4 |
| 40 | 4 |
| 50 | 5 |
| 63 | 6 |
| 75 | 8 |
| 90 | 10 |
| 110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
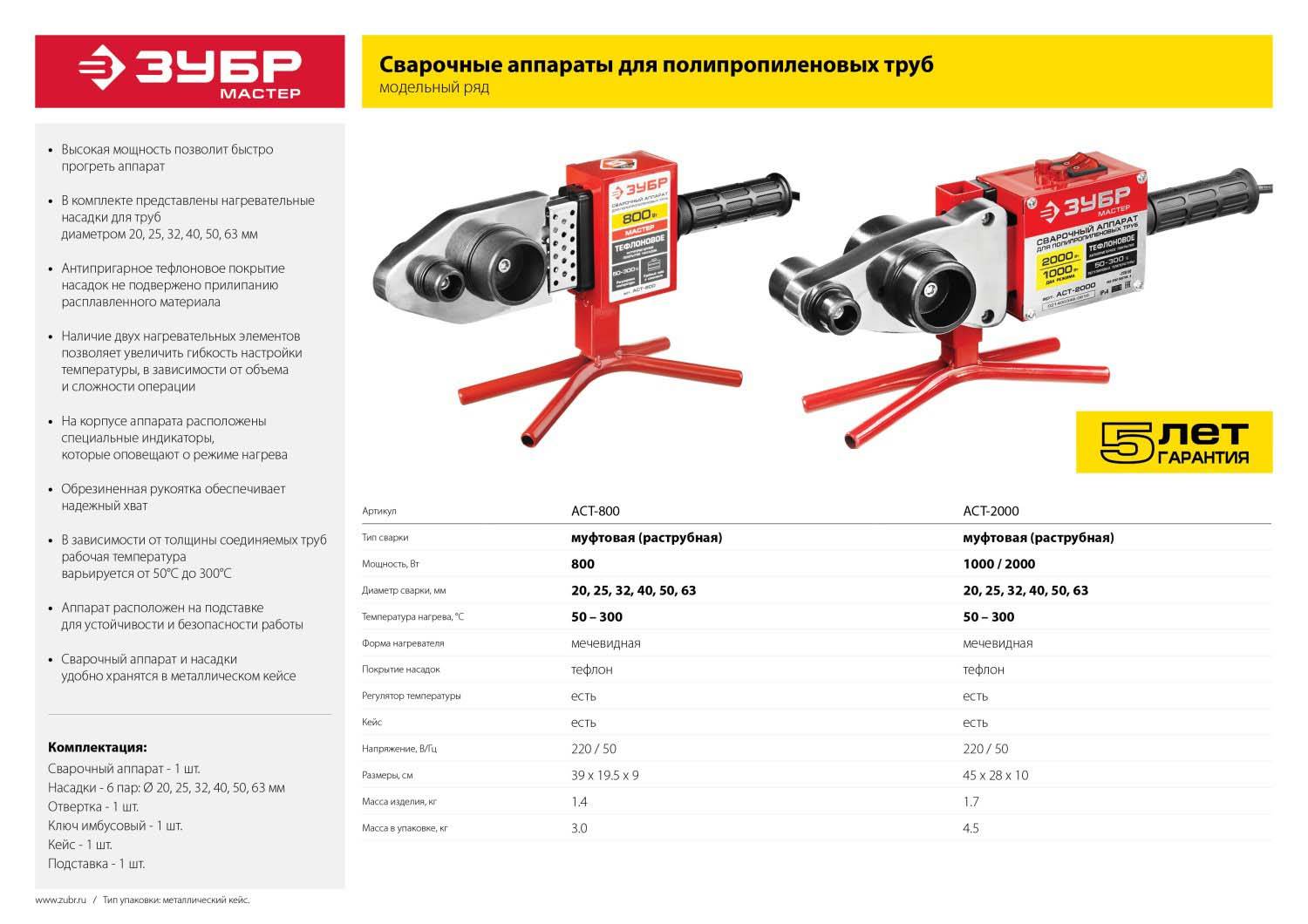
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Технология пайки пластиковых труб
Работы по соединению пластиковых элементов путем пайки включают ряд основных этапов. Не имея опыта пайки пластиковых труб, желательно заранее выполнить два-три пробных соединения. Для контроля правильности сварки остывший образец желательно разрезать вдоль оси, убедившись в монолитности соединений.
Подготавливая соединительные элементы, следует учитывать, что внутренний диаметр фитинга должен быть чуть меньше наружного диаметра совмещаемой с ним трубы
Подготовка элементов
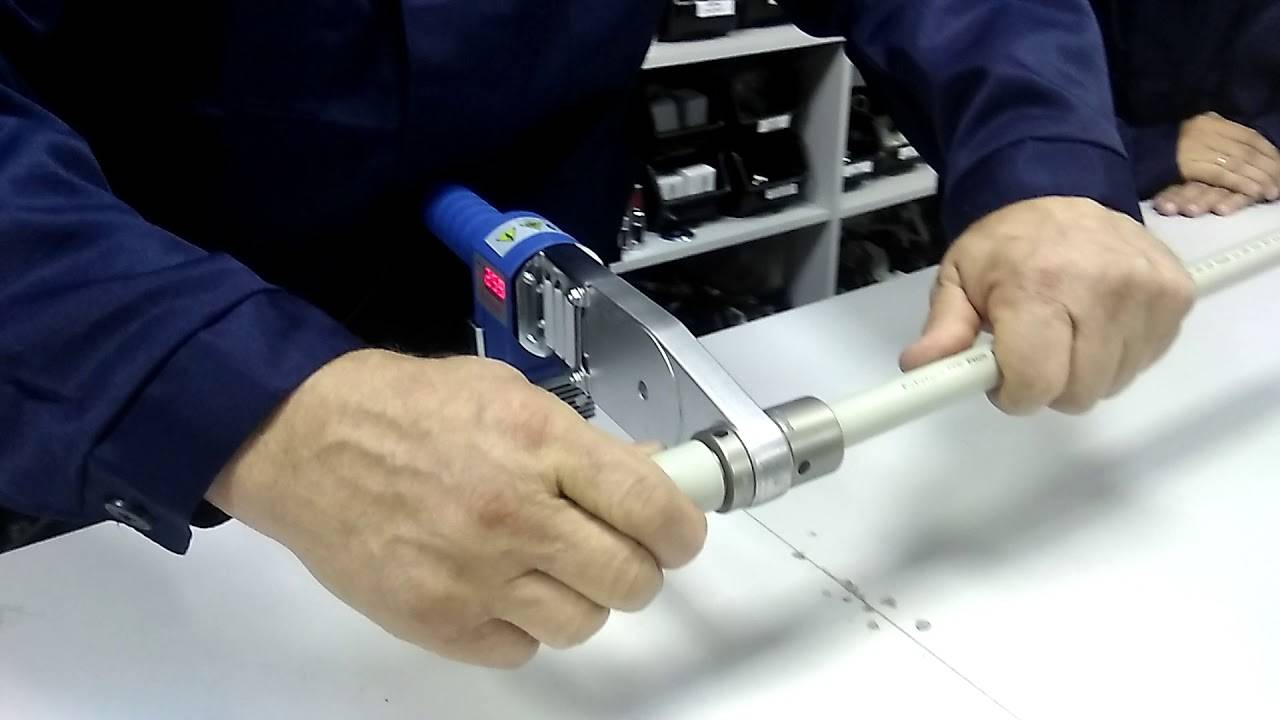
С помощью резака или ножниц нарезают трубы необходимой длины, выдерживая угол наклона срезов в пределах 35-45°. При необходимости спаять металлопластиковые трубы, обрезанные концы обязательно зачищают шейвером.
Срезы и рабочие детали поверхности обезжиривают мыльным или спиртовым раствором. По краю срезов маркером наносят метки, которые будут выступать ориентиром при состыковке элементов.
Выполнение пайки
Нагрев паяльник с насадкой до необходимой температуры, на гильзу до полной глубины сварки вставляют конец трубы, а на дорн нанизывают раструб фитинга. Операция спаивания происходит очень быстро и длится не более 10 секунд. Отсчет времени начинается с момента насаживания концов.
Время выдерживания и температуру, при какой паять пластиковые трубы определяют по таблице
Если необходимо спаять металлопластиковую трубу с соединительным элементом, на нагревательную гильзу сначала надевают фитинг, для прогревания внутренних стенок которого требуется больше времени. Плотная посадка фитинга на гильзе – обязательное условие качественного разогрева.
В процессе нагрева пластиковых элементов следует избегать любых поворотов. Максимально допустимый угол поворота не должен превышать 10°С.
Сборка конструкции
Оплавленные торцы разогретых элементов снимают с паяльника и соединяют между собой, ориентируясь на нанесенные маркером риски. При соединении деталей недопустимы никакие повороты по оси на полную глубину раструба фитинга механические нагрузки.
Наглядно процесс, как спаять пластиковые трубы, представлен в видео-ролике:
При правильном запаивании пластиковых труб у края раструба образуется сплошной наплыв по окружности, внешне напоминающий небольшое кольцо.
Совмещая детали, особое внимание уделяют правильному положению кранов и тройников. В собранной конструкции ручка крана должна легко прокручиваться в любое положение
Соединенные детали оставляют до полного остывания, не допуская их прокручивание. Если соединительный шов получается некачественным, узел срезают и операцию повторяют.
Цена и критерии выбора

Трубы PN-20
Ориентировочная стоимость изделий из пластика в зависимости от вида и диаметра:
- Модель PN20, армированная стекловолокном – 90-1500 рублей за погонный метр.
- PN20, армированная алюминиевой фольгой – 110-2700 рублей за погонный метр.
- PN25, армированная стекловолокном – 60-3000 рублей за погонный метр.
- PN25, армированная алюминиевой фольгой – 90-2500 рублей за погонный метр.
- Трубы из сшитого полиэтилена – 50-1700 рублей за погонный метр.
Выбирая материал для устройства системы обогрева, следует учитывать некоторые характеристики:
- Условия эксплуатации, в расчет которых берутся свойства и состав теплового носителя, его давление и температуру.
- Способ укладки (открытый или закрытый).
- Взаимодействие свойств изделий со свойствами вспомогательных элементов отопительной системы.
Важно обращать внимание на маркировку, для отопления используют изделия марки PN20 и PN25 с армирующим слоем стекловолокна или перфорированного алюминия. Не меньшее значение имеет диаметр материала, ведь большой диаметр приведет к перерасходу теплового носителя, что влечет к удорожанию обогрева. Меньший размер снизит напор тепловой массы и качество обогрева
Меньший размер снизит напор тепловой массы и качество обогрева
Не меньшее значение имеет диаметр материала, ведь большой диаметр приведет к перерасходу теплового носителя, что влечет к удорожанию обогрева. Меньший размер снизит напор тепловой массы и качество обогрева.






Для устройства однотрубной системы обогрева, рекомендовано применять изделия окружностью 20, 25 и 32 мм: для стояков – 25 или 32 мм, для подвода к батареям – 20 мм.
Для двухтрубной системы, выбор диаметра изделий зависит от длины отрезков и количества теплообменников.
Так, если монтируют больше 8 радиаторов или длина участка превышает 30 метров, применяют изделия диаметром 32 мм, при установке меньшего количества радиаторов и подключении 1 батареи на участке менее 10 метров, можно использовать материал диаметром 20 мм.
Пошаговая инструкция по пайке пластиковых труб
В процессе монтажа коммуникаций важно избежать ошибок. При нарушении технологии монтажа качество шовного соединения существенно снижается, что приводит к сокращению срока службы трубопровода
Увеличивается риск протечки.
Меры безопасности
Для работы необходимо использовать перчатки. Нельзя прикасаться к нагревательному элементу после включения аппарата, т. к. он имеет свойство нагреваться до +300°С.
Необходимо удостовериться, что аппарат для сварки находится в рабочем состоянии — целостность провода не нарушена.
Подготовка элементов и деталей
Не рекомендуется соединять необработанные коммуникации. Сначала выполняется нарезка материала в соответствии с проектом системы водоснабжения. Даже если используется труборез, то заусеницы все равно необходимо удалить, т. к. они хоть и в меньшем количестве, но образуются. Чтобы коммуникации легче соединялись с фитингами, делают фаски на торцевых участках (угол до 45°). Для этого используется специальный инструмент. Перед началом сварочных работ трубы обезжиривают.
Перед пайкой проводят процедуру обезжиривания трубы.
Подготовка паяльника
Работать с аппаратом для сварки полимерных коммуникаций несложно. Его устанавливают на подставку, затем подключают к сети. Одновременно задается требуемая температура нагрева (если есть такая функция), которая реализуется посредством терморегулятора. После этого остается дождаться, когда терморгулятор достаточно прогреется (используют электрический термометр). Длительность данного периода зависит от мощности агрегата и скорости нагрева. Часто приходится ожидать до 30 минут.
При какой температуре паять пластиковые трубы
Температурный режим изменяется в зависимости от вида материала коммуникаций. Чаще всего используются трубы из полипропилена, для них задается температура +260°С (верхний предел). С полиэтиленовыми изделиями работают при менее агрессивных условиях: температура не выше +220°С. При отсутствии терморегулятора в качестве главного критерия выступает время нагрева. Чем больше диаметр трубы, тем дольше она прогревается. Время нагрева изменяется в пределах от 6 до 20 секунд (для коммуникаций диаметром 20-63 мм).
Правила стыковки
Основное требование при монтаже полимерных коммуникаций — соответствие оси трубопровода. Они гибкие, становятся пластичными при нагреве. Это способствует увеличению риска неправильной установки труб. Чтобы избежать образования наплывов внутри коммуникаций на участке стыка, оставляют зазор до 3 мм между кромками.
Последовательность пайки пластиковых труб.
Соединение трубы
Выдержав достаточное количество времени, трубу и фитинг снимают с насадок
Важно сразу соединить их, установив в правильном относительно оси трубопровода положении. Полное отвердевание полимерного материала происходит через 2-3 минуты
Однако ближе к окончанию этого отрезка времени уже нельзя регулировать положение трубы и фитинга относительно друг друга. Это приведет к разрушению образовавшихся молекулярных связей. В результате качество соединения снизится.
Зачистка и охлаждение соединений
Стыковка трубопровода с фитингом.
Участок трубопровода после стыковки с фитингом оставляют в неподвижном положении. Ожидают, когда температура материала уменьшится до +40°С (допускается изменение на 1-2°С). После этого необходимо частично удалить наплывы. При таких условиях полимерный материал успевает набрать прочность, но все еще сохраняет достаточную пластичность. Это позволяет легко удалить наплывы, не деформируя шовное соединение.
Нельзя подвергать участок трубопровода искусственному охлаждению. Он должен остывать на открытом воздухе. Применять специальные средства (обдув, источники низкой температуры или холодную воду) для этого запрещено.
Проверяем качество соединения
Выполняется оценка внешнего вида участка трубы. Так, на шве не должно быть трещин. Материал здесь должен быть равномерным, без неплотностей, структура — не пористой. Качественным считается соединение без дефектов и с наплывом в пределах 2-4 мм. Если толщина стенки трубы менее 10 мм, то оставляют валик на шве до 2 мм высотой. Когда свариваются коммуникации большего размера, наплыв должен быть не менее 4 мм.
Какие агрегаты и материалы потребуются?
Для пайки труб пвх необходимо иметь:
Устройство для нагрева деталей. Как правило, его называют «утюгом» или «паяльником». Обязательно стоит располагать набором насадок, они обязательно потребуются.
Прибор для разрезания труб, «резак»
Перед началом монтажа крайне важно удостовериться в том, что нож идеально наточен. Если фактическое положение дел отличается от описанного — то резак необходимо наточить или заменить, иначе в процессе сборки будет совершено немало ошибок.
Ветошь (не волокнистая) и спирт или любое другое обезжиривающее вещество
Детали и насадки на момент начала нагрева должны быть идеально чистыми. Интересно знать, что все перечисленные способы актуальны и для монтажа труб которые проводят газ.
Измерительные и разметочные приборы. В качестве первого отлично подойдет самая простая рулетка любого удобного размера, в качестве второго — карандаш или маркер.
В тех случаях, когда речь идёт о соединении компонентов, диаметр которых превышает 50 мм, необходимо обзавестись центровочным прибором.
Острый нож для удаления фасок. Оптимальным решением станет приобретение фаскоснимателя.
Как паять пластиковые трубы — подробная инструкция
Инструкция по спайке системы водопровода своими руками:
- Очистить при помощи спирта места среза от жирового или грязевого слоя.
- Трубу с раструбом поместить в насадку и прогреть в течение определенного времени (от 5 до 40 секунд в зависимости от диаметра).
- За 4-8 секунд вставить трубу в раструб и соединить элементы таким образом.
- Убедиться в высоком качестве соединения, которое выглядит как пластиковые кольца.
Важно отметить, что инструкция по пайке медного трубопровода существенно отличается от схемы сварки пластикового. Поэтому даже при наличии опыта монтажа медных изделий рекомендуется тщательно изучить правила спайки пластиковых
Подготовка элементов
В первую очередь необходимо подготовить весь материал. Затем материал следует нарезать на нужную длину, используя труборез, ножницы либо монтажный нож. Срез должен быть обязательно сделан под углом 90 градусов, в противном случае, сварочное соединение не будет герметичным.
Желательно обработать армированную трубу при помощи шейвера. Если данный инструмент отсутствует, можно заменить его монтажным ножом. Затем срез обрабатывается до гладкости посредством использования напильника и наждачной бумаги.
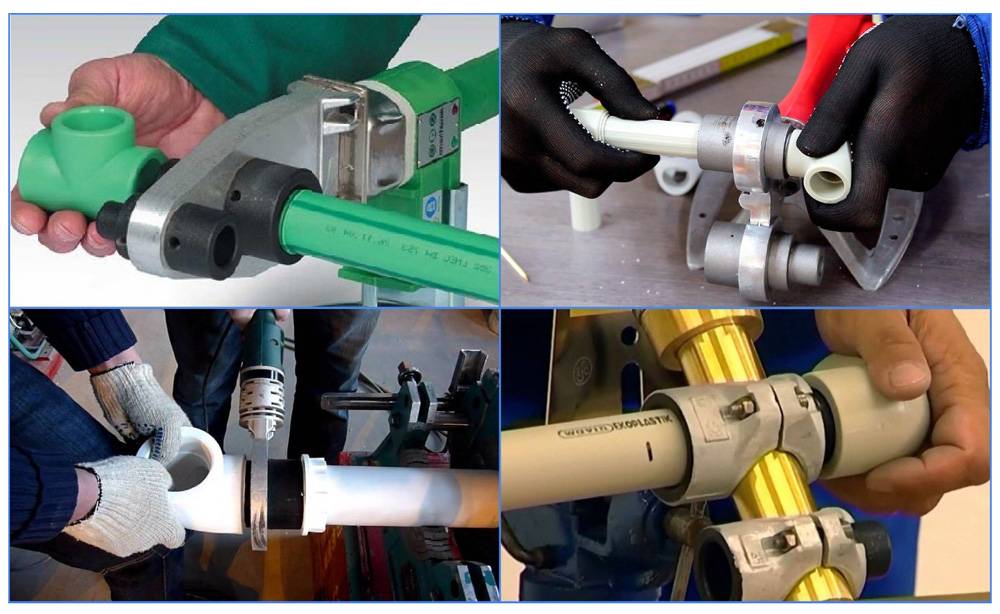
Технология пайки
После подготовки расходного материала и инструментов можно приступать к непосредственному процессу. Технология пайки состоит из таких этапов:
- Сварочный аппарат прочно закрепляют на поверхности и подключают необходимую насадку подходящего диаметра.
- На терморегуляторе задают оптимальную температуру (для полипропилена – 260 градусов, для ПВХ– 220), включают аппарат.
- После предварительного прогревания паяльного оборудования трубу и фитинг устанавливают на насадки.
- Спустя несколько секунд детали соединяются друг с другом и затем остывают.
Подобным образом производится пайка всех элементов системы водоснабжения или отопления. Мастер работает быстро, весь процесс требует мало времени, однако необходима аккуратность и точность при соединении деталей.

![[инструкция] пайка полипропиленовых труб | видео](https://gaz-kolonka.ru/wp-content/uploads/b/3/b/b3baf541d366bd032ddc709c82fbd244.jpeg)

![[инструкция] пайка полипропиленовых труб своими руками: описание видов используемых материалов, комплектующих и инструмента | видео](https://gaz-kolonka.ru/wp-content/uploads/8/a/5/8a550541f53cbdd24056cac4a2a5cc90.jpeg)



Проверка качества соединений
После завершения работ рекомендуется оставить смонтированную систему на время от 1 часа (при нормальной температуре) до 2-3 часов (при охлажденном воздухе). Затем в нее заливается вода и проверяется герметичность стыков. При обнаружении протечки необходимо вылить воду, заново смонтировать участок и установить новую муфту или фитинг. Заклеивание или запайка протекающего стыка не принесет положительного результата.
Меры безопасности
Чтобы снизить риск получения травмы, при проведении работ рекомендуется следовать таким правилам:
- непременно надевать защитные перчатки;
- очистить рабочее место, попавшая грязь может испортить герметичность и красоту сварки;
- не отключать паяльное оборудование от сети при проведении процедуры;
- установить аппарат на ровной поверхности;
- начинать процедуру можно только после полного разогрева оборудования. Это, как правило, происходит за 5 минут для современных моделей и за 20 минут для старых паяльников.
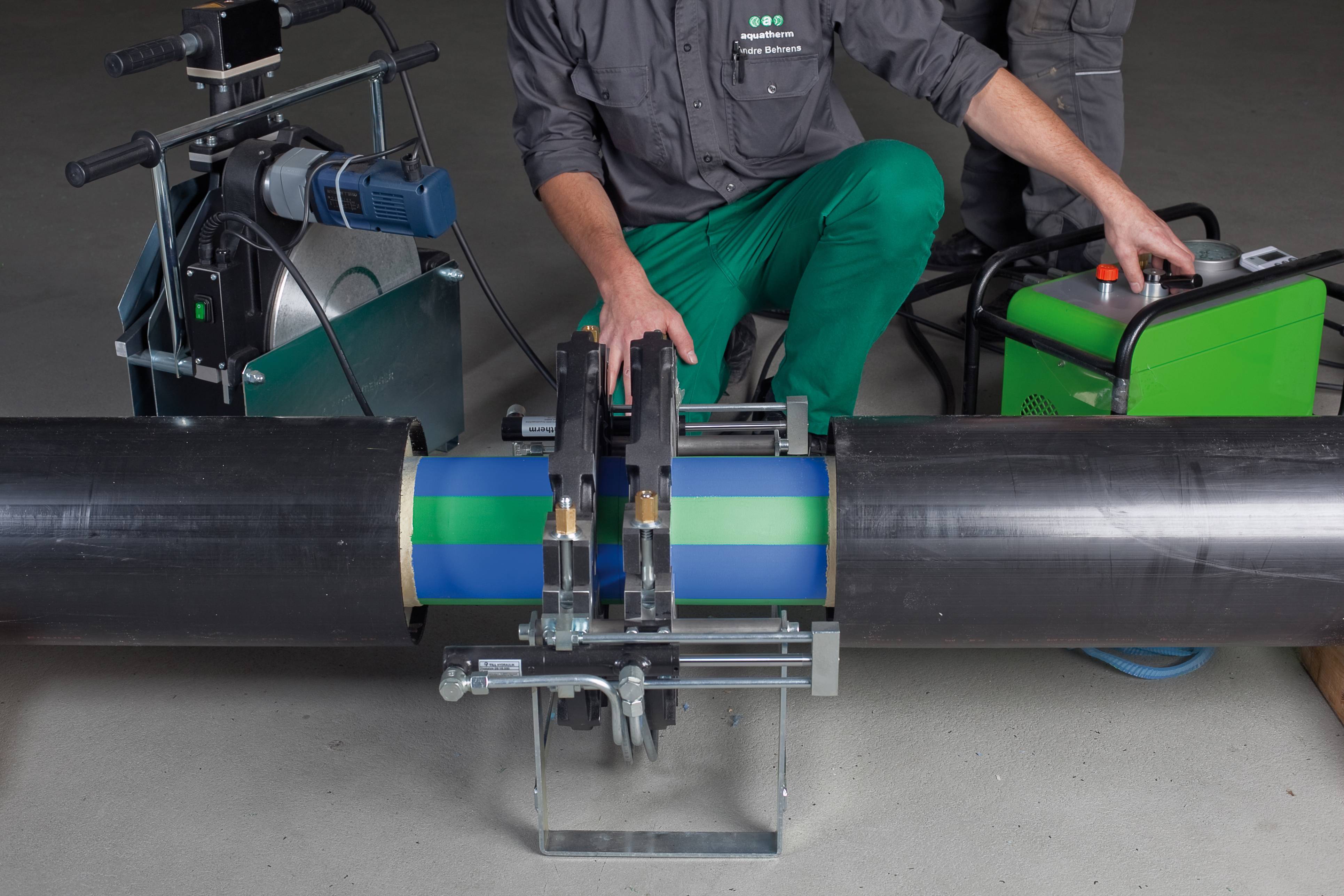
Соединение труб пайкой с армированием
Перед сваркой армированных изделий важно в первую очередь снять верхний слой фольги. Пластиковые трубы с алюминиевым армированием в большинстве случаев имеют крупный диаметр, поэтому для насадок стандартного размера не подходят
В качестве подготовительного этапа осуществляют зачистку. Для этого используют швейер или торцеватель, который чистит защитный слой до пластика. Армированные стекловолоконные изделия спаиваются по стандартной схеме.
Выполнение всех рекомендаций на этапе подготовки, поможет избежать прорывов, пробоев, протечек.
Ошибки при сварке
Сварка пластиковых труб своими руками, особенно у новичков, приведет к появлению ряда ошибок
Мы выбрали самые частые, чтобы вы могли понимать, как сваривать детали правильно, на что следует обратить внимание
- Грубая подготовка – наиболее простая и частая оплошность. Неправильное формирование кромки, грязь, вода и жир в месте сварки труб из полипропилена и подобное пренебрежение подготовкой приводит к тому, что место соединения теряет свою монолитность.
- Ошибки позиционирования – дефекты, которые возникают при сборе. Это попытки провернуть деталь после сбора, попытки удалить наплывы во время сбора. Все это означает остывание деталей с последующим снижением качества сварного шва.
- Неправильный материал. Здесь мы обращаемся к особенностям сварки пп труб. Полипропилен от различных производителей может иметь разную температуру плавления, а значит одна из деталей может быть недогрета или перегрета. Также такая проблема возникает при попытках сварить две трубы различного диаметра.
- Некачественная сборка – сюда следует отнести чрезмерное давление при сборе, недостаточное давление, увеличение промежутка между снятием изделия с аппарата для сварки и сбором.
Все описанные проблемы встречаются довольно часто и в своем большинстве появляются из-за обычной халатности проявленной сварщиком. Избежать проблем поможет инструкция по сварке полипропиленовых труб, представленная выше, пробная попытка варить стандартные соединения и обработка полипропиленовых труб в труднодоступных местах.
Какая страна производитель лучше
Я начал работать дорогим чешским сварочным агрегатом, потом перешёл на дешёвые турецкие и китайские аппараты. За последние 10 лет у меня было больше 20 разнообразных паяльников для пайки полипропиленовых труб. Ниже я расскажу о каждом из них, а потом подведу итог и обосную в каком случае нужно покупать тот или иной аппарат.
Для лёгкости понимания я буду объяснять простым языком и говорить: пайка ппр, паяльник. Хотя правильно нужно говорить: сварка и сварочный аппарат для ппр труб.
Всё-таки полипропиленовые трубы свариваются, а не паяются. Но я простой человек, поэтому буду говорить так, как меня понимают на стройке. Филологи, извините.
Турецкие
У всех турецких сварочных аппаратов для пластиковых труб, которые мне встречались, было 2 проблемы: некачественные, плохие насадки и плохой терморегулятор. Когда у меня не было денег на хороший паяльник, я покупал турецкий сварочник и сразу к нему покупал хорошие чешские насадки.
С турецких насадок, которые шли в комплекте, буквально через неделю слазил тефлоновый слой. Когда проблемы с тефлоном на насадках, сваривать трубы очень тяжело: они плохо заходят в насадку и сварной стык в большинстве случаев получится некачественным и, скорее всего, потечёт.
Исключение составляет аппарат для раструбной сварки VALTEC.
После покупки этого паяльника тефлон с насадок слез через 2 часа работы. Нагревающий элемент разболтался и высыпались изоляторы. Я им проработал всего 2 часа после покупки. Сваривал полипропиленовые трубы, диаметром 25 мм. Не рекомендую к покупке!
Из турецких сварочников для пропиленовых труб мне больше всего понравился аппарат для раструбной сварки CANDAN. Не могу сказать, что этот паяльник хорош, но он достаточно живуч и прочен.
Китайские
Главное достоинство — необычная форма нагревательного элемента.
На обычных сварочниках насадки размещаются одна за другой и если нужно в труднодоступном месте сваривать сначала пластиковые трубы 20 мм, а потом 25 мм, то приходится менять насадки местами. Иначе не подлезть. А этим паяльником удобно работать: перевернул и работаешь 20 насадкой, ещё раз перевернул и паяешь 25 насадкой.
Но у этого паяльника так сделан нагревательный элемент, что больше 40 мм насадки на него лучше не ставить. Я им довольно долго работал, и мне кажется, что для труб 20 и 25 мм, это то, что надо. Для больших диаметров лучше использовать другие сварочные агрегаты.
Евгений Гулов
Автор блога, специалист по монтажу систем отопления, водоснабжения и канализации. Сделаю теплотехнический расчет или проект системы отопления.
Некоторые монтажники считают, это бытовая модель, но я им работал на стройках по 8-10 часов в день по несколько недель подряд и он нормально работал при пайке труб 20-25 мм.
Чешские
Из чешских свароников для пластиковых труб у меня были только Ecoplastic и Dytron. Хотя, по сути, это один и тот же паяльник. Dytron много лет выпускал свои аппараты для сварки полипропиленовых труб для бренда Ecoplastic.
Только для Экопластика они делали зелёную ручку, а все сварочники под брендом Дитрон получали синюю ручку.
Этот паяльник лучший из всех, которые у меня были.
Во-первых, в комплекте идут хорошие непарные насадки. Их ещё иногда называют колодочного типа. Во-вторых, хорошая комплектация: у меня в комплекте насадки от 20 до 63 диаметра, насадка для стыковой пайки труб, очень удобная подставка. Которую можно держать ногой.
Зажимные тиски, которые можно прикрутить к паяльнику и затем закрепить его практически в любом месте, для удобства сварки. У этого сварочного аппарата защищённый от расплавления электрический кабель, который не плавится, если до него дотронется насадка.
Ещё в нём есть звуковая функция звукового оповещения времени сварки, которой мало кто пользуется. Главное, что он точно (плюс минус 1,5°С) держит выставленную температуру. Мало какие другие паяльники так могут. А для качества сварки это самый важный параметр.








Немецкие
Я один раз видел коллег со сварочными аппаратами для полипропилена Rothenberger.
Ребята хвастались какой у них замечательный паяльник, но я заметил, что он подозрительно похож на паяльник, который стоит в 3 раза дешевле. О нём сейчас и расскажу.
Лучший из бюджетных
Был у меня ещё один паяльник, который мне понравился по качеству и надёжности. Это аппарат для сварки ппр Heisskraft.
Им довольно много работали на стройках как я, так и другие бригады. Он не разболтался, не появилось люфтов. Насадки в комплекте у него неплохие. Не знаю, где его делают, поэтому вынес его в отдельный пункт.
Необходимые оборудование и инструменты
Для сварки пластиковых труб удобно использовать мечевидные паяльники со съемными насадками. Нагревательный элемент для сварки труб представляет собой плоскую платформу, называемую утюгом, в ней есть отверстия для крепления нагревающих насадок.
У сварочного аппарата для сварки пластиковых труб обязательно есть температурный регулятор, световой индикатор нагрева. Кроме оборудования для сварки нужны инструменты для раскроя заготовок и снятия фольгирующего слоя. Режут пластиковый прокат любым удобным способом:
- труборезом, похожим на кусачки;
- ножницами по металлу;
- ножовкой с узким полотном.
Для зачистки срезов, удаления наплывов применяют напильники с мелкой нарезкой или наждачную бумагу. Для раскроя элементов трубопровода перед сваркой нужно подготовить линейку, угольник, фломастер или маркер.
Суть процесса и способы пайки
Пайка используется для герметичного соединения секций трубопровода между собой, монтажа запорной арматуры, контрольно — измерительных и предохранительных устройств.

Для соединения концов труб и патрубков трубопроводной арматуры применяются три технологии пайки:
- диффузионный способ. Сварка осуществляется за счёт нагрева и сдавливания соединительных элементов без расплавления основного материала деталей и применения дополнительных веществ;
- пайка с помощью электрофитинга. Для соединения используются специальные фитинги с нагревательным элементом. Процесс пайки происходит за счёт частичного расплавления внутренней части электрофитинга под действием электрического тока;
- холодным способом. Элементы теплопровода соединяются с помощью дополнительного материала — припоя.