Виды полипропиленовых труб

Перед многими мастерами, которые собрались выполнить тот или иной вид сантехнических работ, иногда встает актуальный вопрос о правильном выборе труб из полипропилена.
На современном рынке сантехники сегодня представлен весьма широкий ассортимент разных видов полипропиленовых труб, которые принято классифицировать в зависимости от разных параметров и свойств.
Чтобы читатель разбирался в этом вопросе, ниже приведем основные классификации труб из полипропилена.
- Классификация по предназначениюГлавная особенность труб из полипропилена заключается в реакции на воздействие высоких температур!
В зависимости от этого, полипропиленовые трубы принято разделять по виду вещества, которое будет транспортироваться через них, а именно:- горячая вода;
- холодная вода;
- отопление;
- канализация;
- вентиляция.
- По материалу изготовления полипропиленовые трубы принято разделять на следующие виды с соответствующим обозначением:
- PPN – изготавливается из гомопропилена и является оптимальным решением при монтаже промышленных и бытовых водопроводов холодной воды;
- PPB – материалом изготовления является блок-сополимер пропилена, который дает трубам свойство усиленной сопротивляемости к гидравлическим ударам;
- PPR изготавливается из рандом сополимера пропилена с добавлением этилена, прекрасно подходит для подачи горячей воды, температура которой не превышает 70 С;
- PPS уникальный химический состав специального полипропилена придает трубам свойство повышенной термостойкости (выдерживают температуру 90–95 С), что, в свою очередь, дает возможность их широкого применения в различных сферах.
- По типу конструкции различают следующие виды труб из полипропилена:
- однослойные (их виды были указаны выше);
- многослойные трубы, в свою очередь, подразделяются на следующие вариации:
- армированная конструкция, которая имеет слой алюминиевой фольги, расположенный внутри стенки;
- структура, армированная гофрированным алюминием с внешней стороны;
- конструкция, в которой внутренний слой армирован стекловолокном;
- армированная полипропиленом структура подразумевает наличие внутреннего слоя из полиэтилена.
- По способности выдерживать номинальное рабочее давление полипропиленовые трубы разделяют на следующие виды с соответствующей маркировкой:
- с рабочим давлением 1 МПа маркируются как PN10;
- давление 1,6 МПа – маркировка PN16 (редко используемый вид труб);
- допустимое давление до 2 МПа – PN20;
- давление до 2.5 МПа – PN25 (по праву считаются наиболее прочным и термоустойчивым видом труб).
- По наружному диаметру и толщине стенки различают следующие виды труб из полипропилена:
- PN10 – наружный диаметр 20–110 мм, толщина стенки – 1,9–10 мм;
- PN16 – диаметр 16–110 мм, толщина стенки – 2,3–15,1 мм;
- PN20 – диаметр 16–110 мм, толщина стенки – 16–18,3 мм;
- PN25 – наружный диаметр 21,2–77,9 мм, толщина стенки – 4–13,2 мм.
- По цвету труб из полипропилена можно сразу узнать особенности ее применения:
- белый цвет – трубы отличительны прекрасными антикоррозийными свойствами и длительным сроком эксплуатации;
- серый цвет – имеют прекрасную термическую и химическую устойчивость;
- черный цвет – устойчивость к агрессивным веществам;
- зеленый цвет – минимальные показатели устойчивости к внутреннему давлению.
Тем не менее, многие специалисты считают, что цвет полипропиленовых труб абсолютно не влияет на их качество.
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте:
Как перейти с железной трубы на полипропилен:
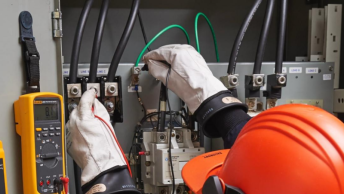
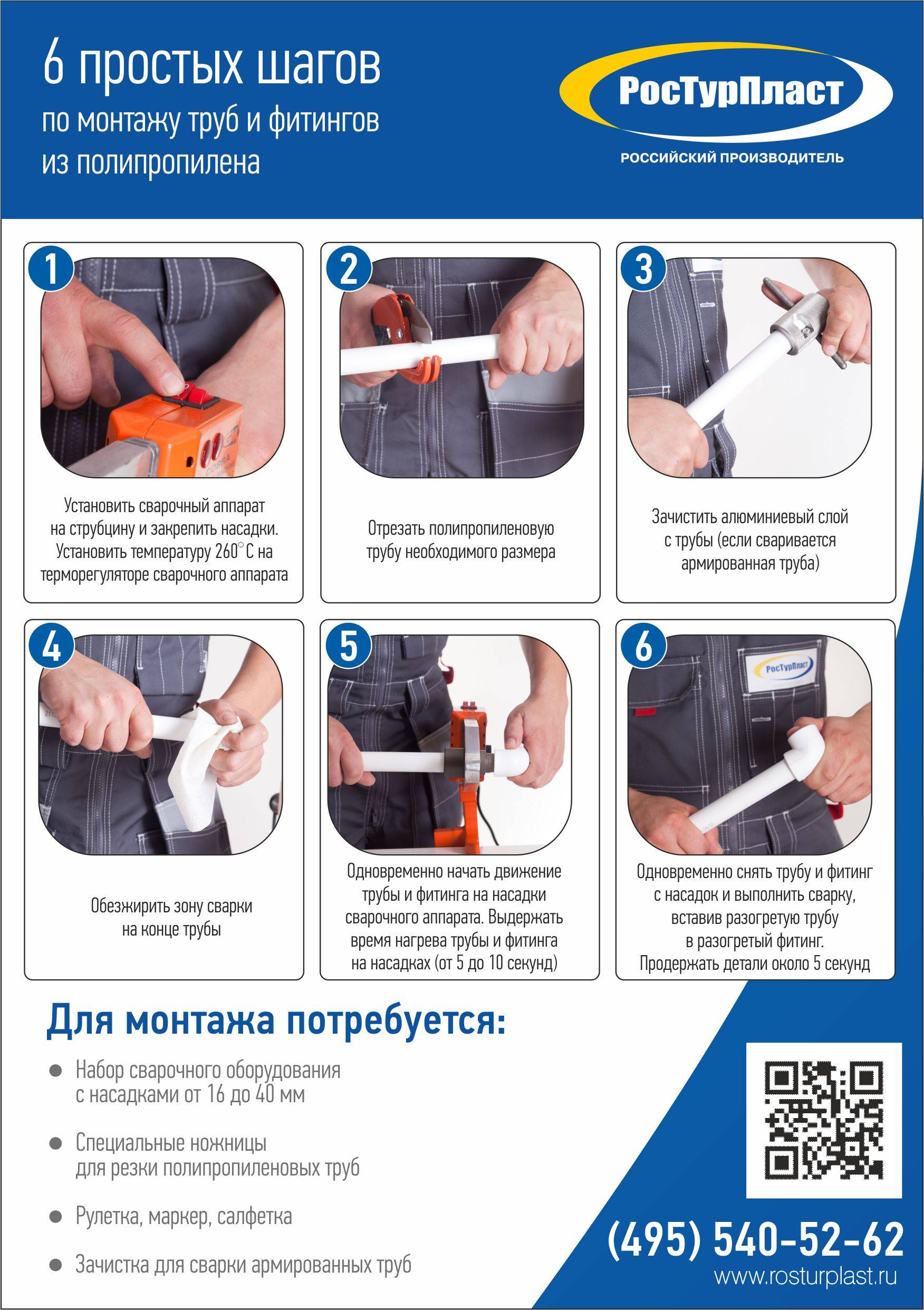
Что потребуется для проведения монтажных работ
Работа с полипропиленовыми трубами заключается в раскрое заготовок, подготовке торцевых кромок к монтажу, термической обработке элементов и формировании стыка. Реализация проекта требует наличия небольшого арсенала инструментов для пайки:
- измерительные приборы, слесарный угольник и разметочные материалы (карандаш, маркер);
- роликовый труборез или специальные ножницы;
- ветошь с обезжиривателем;
- аппарат для пайки тех или иных полипропиленовых труб;
- плотные перчатки с антискользящим покрытием.
 Набор для монтажа полипропиленового трубопровода
Набор для монтажа полипропиленового трубопровода
Режущий инструмент должен быть удобным, исправным. Лезвие проверяют на наличие дефектов, заточку. Если есть возможность – исправляются недостатки, если нет – приобретают новые ножницы






Важно также отслеживать перпендикулярность реза, который должен быть чистым и ровным. Подобные требования исключают применение ножовочного полотна (пила, лобзик) или болгарки
 Ножницы для резки полимерных изделий
Ножницы для резки полимерных изделий
Чтобы обеспечить герметичное и надежное соединение между полипропиленовыми заготовками, необходимо подготовить рабочие кромки. Процесс включает устранение пыли, грязи, заусенцев, влаги, а также обезжиривание поверхностей. Для этого можно использовать готовый общестроительный состав или спирт (этиловый, изопропиловый).
Для масштабных проектов с трубами большого диаметра применяют механическое, электрогидравлическое оборудование. В состав таких приборов входят станина, блок управления, захваты с уплотнителем, торцеватель, дисковый нагревательный элемент, динамометр. Фиксация, смещение и корректировка положения полимерных заготовок осуществляется передвижными центраторами. Они управляются вручную посредством рычага. Другой вариант предусматривает наличие гидравлического привода.
 Установка для стыковочной сварки
Установка для стыковочной сварки
Сварочный аппарат для работ с трубами малого диаметра и толщины конструктивно представлен подставкой, ручкой, блоком регулировки, нагревательным элементом в виде зауженной пластины (мечевидный) или штыря (цилиндрический). К последним крепят специальные насадки (гильза-дорн) различных диаметров. Как правило, допустима установка одновременно нескольких сменных снастей (под отверстия или в виде хомутов), чтобы проводить беспрерывный монтаж магистралей из разноразмерных каналов. Для крепления деталей в комплектацию входит шестигранный ключ.
 Паяльное оборудование для монтажа водопровода, систем для отопления в доме или квартире
Паяльное оборудование для монтажа водопровода, систем для отопления в доме или квартире
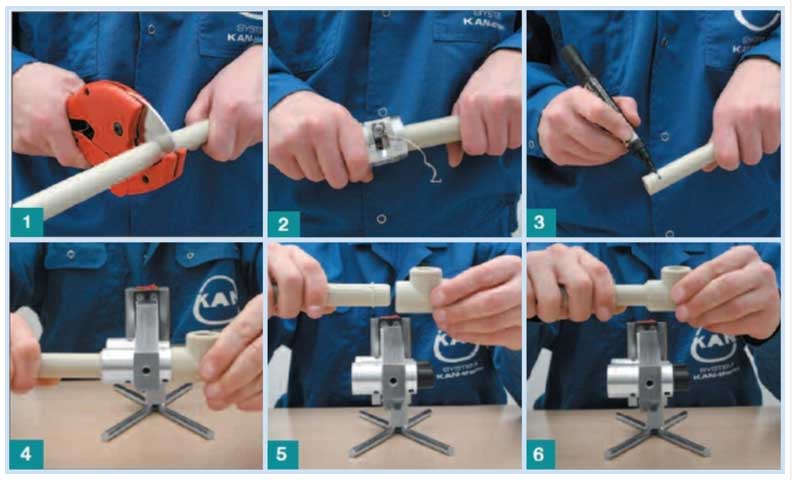
Технология пайки полипропиленовых труб
Паять полипропиленовые трубы довольно просто:
Что примечательно, излишний нагрев мест стыковки влечет за собой изменение структуры материалов после застывания и изменение геометрических параметров внутреннего сечения трубок
По этой причине важно обеспечить штатную температуру разогрева утюга, паяльника или другого оборудования на весь период выполнения монтажных работ
Во время проведения работ с полипропиленовыми изделиями могут возникнуть следующие проблемы:
- Если во время проведения сварочных работ труба слишком легко поддаётся плавке, то этому есть следующее возможное объяснение. Труба изготовлена из вторичных материалов, предел текучести расплава (ПТР) которой бывает от 1 и больше. В то же время как полипропилен РР в среднем имеет ПТР равный 3.
- В том случае, если полипропилен при резке начинает колоться, существует несколько объяснений. Во первых, материал мог быть чрезмерно обожжён на производстве. Во вторых, изделие не было отканденсировано в течение 2 суток в том помещении, где будет устанавливаться. И в третьих, труба была изготовлена из вторичного сырья, либо с превышением содержания мела или талька.
Способы пайки
Существует 3 способа соединения пластиковых труб и фитингов, два из которых термические:
- Диффузионная сварка при помощи специального паяльника. Основана на процессе молекулярной диффузии (смешивания) органических полимерных материалов при нагревании их до температуры плавления.
- Диффузионная сварка с использованием специальных электрофитингов. Основа процесса аналогична первому способу. Отличие заключается в технологии – здесь требуются специальные, дорогостоящие фитинги с вживленными электродами. Электрофитинги позволяют смонтировать систему отопления без использования паяльника.
- Химическая сварка (холодный способ соединения пластиковых деталей). Холодная сварка основана на химическом «расплавлении» полипропилена. Детали смазывают специальным составом и соединяют.

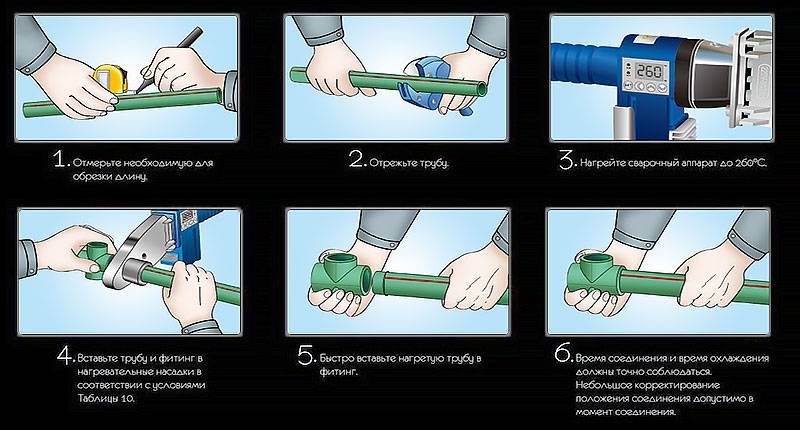
Схематично процесс пайки можно описать следующим образом:
- конец трубы отопления и фитинг нагревают;
- соединяют в нагретом состоянии;
- удерживают в требуемом положении до остывания.
Результатом является крепкое, на уровне молекул, соединение деталей. В результате правильно проведенной пайки, мастер получает цельное соединение, которое при разрезе не имеет видимых границ стыковки.
Пайка полипропиленовых труб
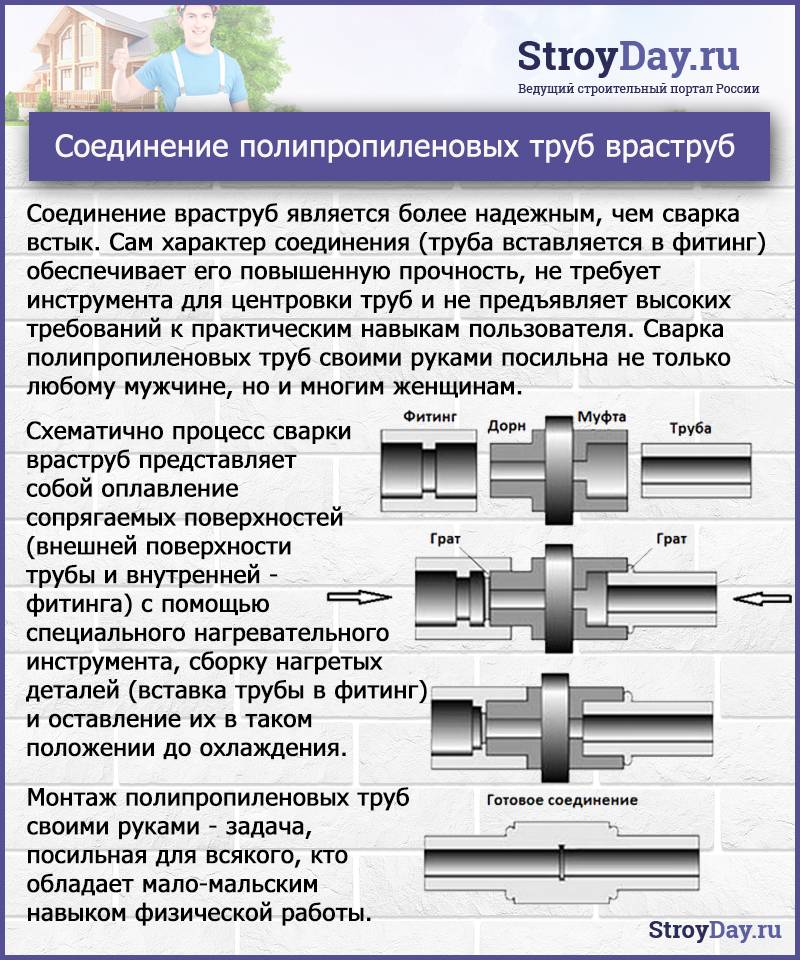
Спайка труб из полипропилена несложна, но требует аккуратности и точности в соблюдении немногочисленных технологических требований. Как правильно паять полипропиленовые трубы будет рассказано ниже. Соединение элементов происходит путём раструбной пайки с одновременным нагревом внешней части трубы и внутренней части муфты или фитинга паяльным аппаратом при помощи насадки, соответствующей размерам спаиваемых элементов.
После нагрева до нужной температуры детали снимаются с насадки и быстро соединяются и образуют монолитный узел, проще говоря, сплавляются между собой. Метод называется диффузионным, так как детали после нагрева могут беспрепятственно соединяться. После застывания образуется герметичное соединение. Для качественного правильного соединения элементов трубопровода понадобится провести ряд подготовительных работ.
Специфика пайки труб из полипропилена
ППР изготавливают из полимерного материала. Он термопластичен, легко поддается плавлению при температуре от 149°С, при остывании сохраняет свои свойства. Благодаря этому при нагревании полипропиленовые трубы легко стыкуются, образуя монолитные узлы единого комплекса систем коммуникаций. Они широко используются в строительстве канализаций, систем водоотведения, также подходят для отопления и водоснабжения.
Общее описание технологии
Пайка полипропиленовых труб основана на принципе одновременного плавления с помощью сварочного аппарата, верхней части трубы и внутренней части муфты. После снятия прогретых деталей с нагревателя паяльной машины они стыкуются друг с другом путем сжатия.
В месте слияния прогретых поверхностей состыкованных деталей происходит взаимопроникающая связь расплавленных масс, образующих при остывании единый монолитный узел. Данный метод получил название муфтовое соединение.
Способ сварки ППР одного диаметра называется прямым (стыковым). Он основан на том же принципе плавления краев труб с последующей их стыковкой и фиксацией в неподвижном положении до полного остывания. Качество прямой сварки зависит от точной центровки осей стыкуемых ППР.
Процесс пайки полипропиленовых труб своими руками.
Паяльные машины для сварки труб
Существует множество разновидностей паяльных машин для сварки ППР. Их техническое исполнение и размеры зависят от диаметров ППР, с которыми они взаимодействуют, и наличия вспомогательного оборудования.
Паяльные машины делятся на:
- станочные (с направляющими для центровки оси);
- раструбные («Утюг»);
- стыковые.
Для проведения сварочно-монтажных работ при строительстве трубопровода из ППР также понадобятся:
- труборез или ножницы для полипропиленовых труб;
- слесарный уголок;
- карандаш или маркер;
- рулетка;
- швейер;
- торцеватель;
- средство для очищения поверхности на спиртовой основе (исключить ацетон, растворители и средства, оставляющие жирный, маслянистый след);
- рабочие перчатки.
Полная комплектация для сварки полипропиленовых труб.
Процедура сварки полипропилена
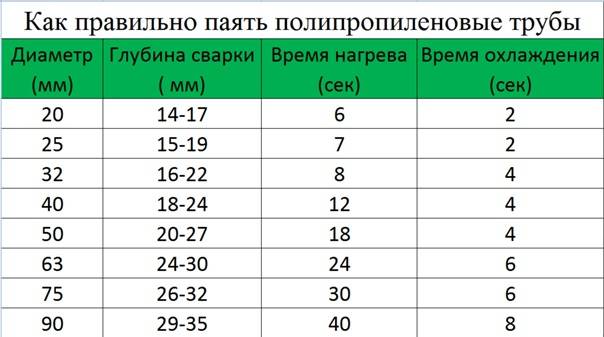
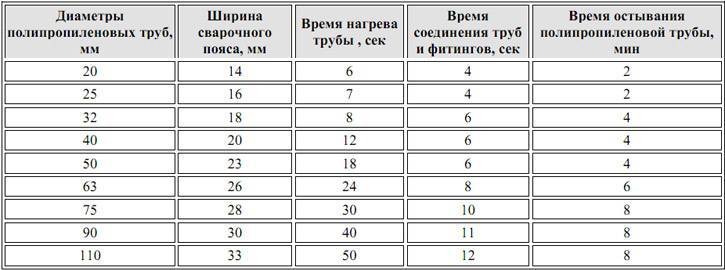
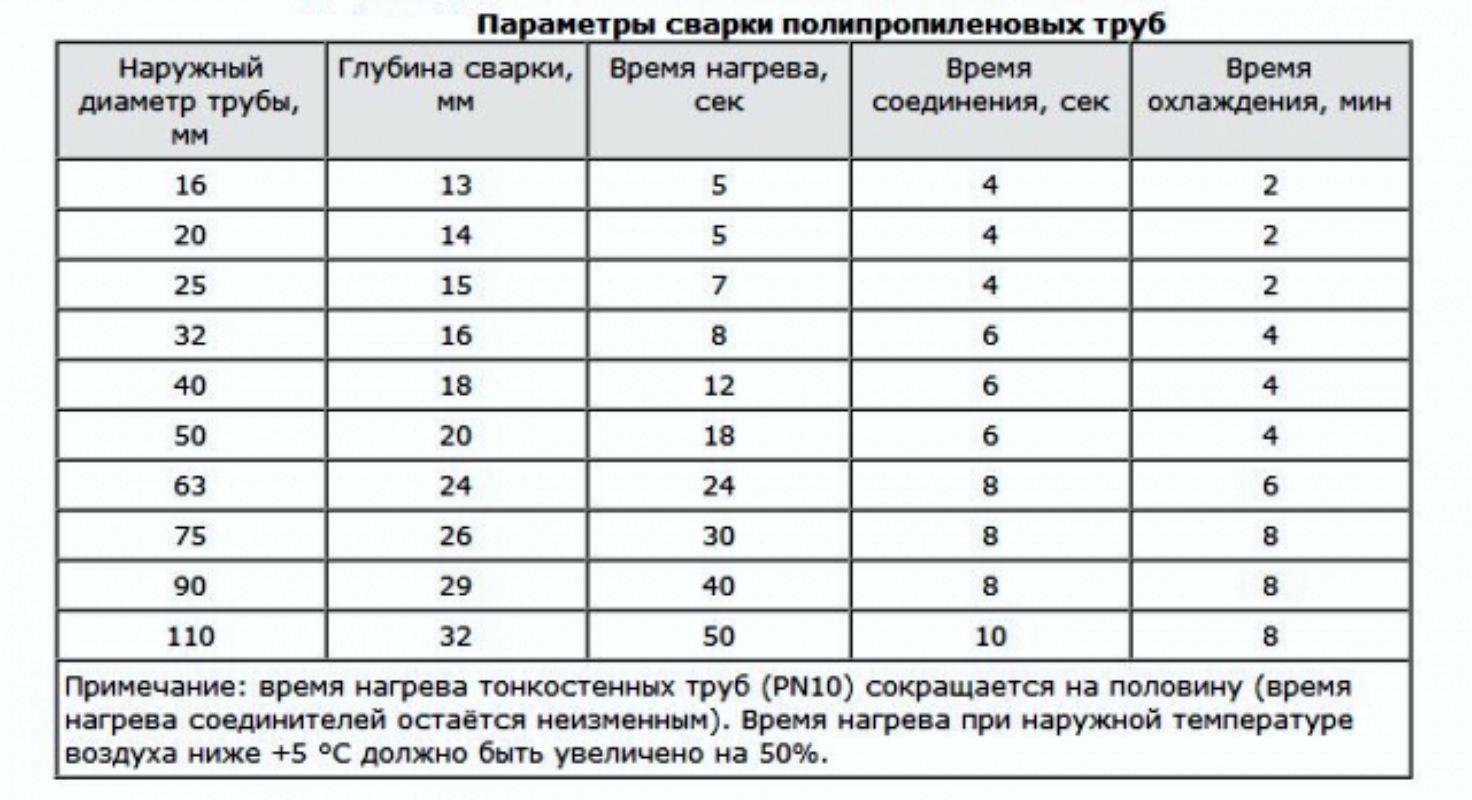
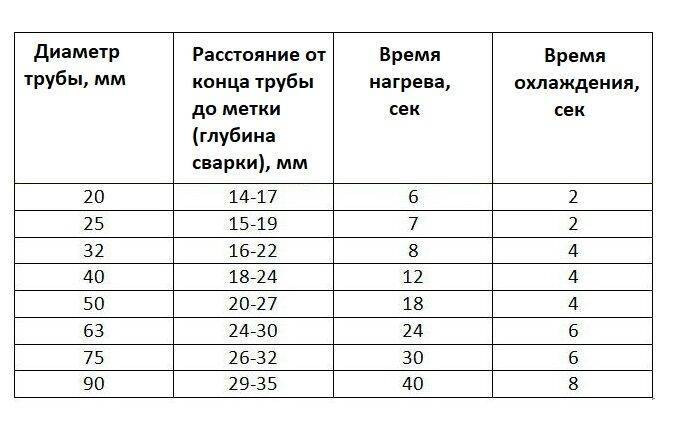
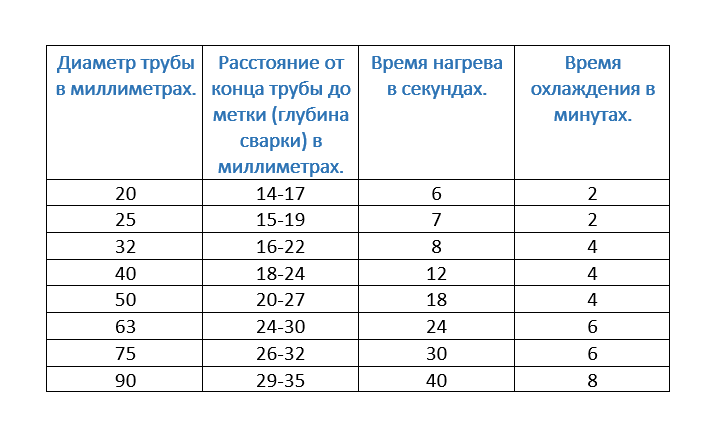
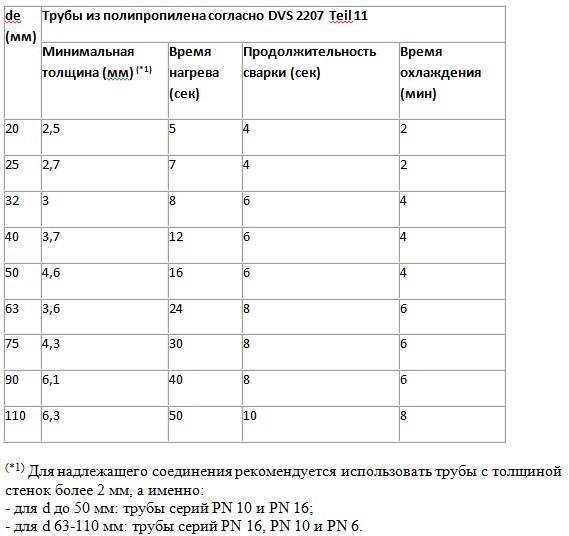
Выполняя сварку ППР, необходимо соблюдать длительность нагревания деталей. Не следует сильно прогревать стенку детали, но и недогрев также плохо отражается на качестве соединений. В таблице отражено количество времени, достаточного для прогрева деталей. Рекомендуемая температура пайки составляет 260°С.
| Диаметр сечения трубы, мм | Глубина сварки, мм | Длительность нагрева, сек | Фиксация, сек | Период охлаждение, мин |
| 20 | 13 | 7 | 8 | 2 |
| 25 | 15 | 10 | 10 | 3 |
| 32 | 18 | 12 | 12 | 4 |
| 40 | 21 | 18 | 20 | 5 |
| 50 | 27 | 24 | 27 | 6 |
Для пайки труб необходимо:
- Установить насадки на нагреватель паяльной машины.
- Установить паяльную машину в удобном для работы месте, зафиксировать ее с помощью крепежей (если имеются), установить регулятор температуры на требуемый уровень и подать электропитание.
- Подготовить детали к сварке.
- Обработать поверхности участков свариваемых деталей чистящим, обезжиривающим средством.
- Отмерить от края трубы глубину сварки и отметить карандашом. После надеть детали на насадки нагревателя и держать указанное в таблице время.
При прогреве не допускать вращения детали вокруг своей оси, вращение ухудшает герметичность связи спаянных деталей. Прогретые детали необходимо снять с нагревателя и сразу состыковать, вставив одну в другую.






При заглублении (вводе) трубы в муфту (фитинг) нельзя поворачивать ее по оси и пересекать отмеченный карандашом уровень глубины сварки. Следует зафиксировать достигнутое положение деталей и не двигать их в течение необходимого для обратной полимеризации времени.
Для достижения нужного положения при стыковке трубы с угловым отводом следует заранее отметить обе детали, прочертив направляющую карандашом в месте их соединения. Это позволит избежать вращения отвода и без корректировки достичь необходимого угла относительно оси трубы.
Электромуфтовая сварка

Электромуфтовая сварка Особый вид муфтовой сварки, который заключается в применении особого оборудования. Такое соединение помогает добиться высокой прочности и долговечности готовой конструкции. Способ реализуется с помощью электромуфт, у которых внутри уже расположены нагревательные элементы.
Могут использоваться фитинги с нагревательными элементами во внутренней части. Спирали разогревают материал, делая его пластичным. Затем две детали стыкуются между собой и обеспечивается надежное монолитное соединение.
Инструменты для подобной сварки гораздо более дорогие, однако и функционально намного лучше. Использование электромуфт гарантирует отсутствие кольцевых валиков во внутренней части и обеспечит хорошее прохождение воды. Еще одно преимущество заключается в том, что такой способ не требует непосредственного применения сварочного оборудования. Это помогает производить работы в стесненных условиях.
Порядок проведения электромуфтовой сварки:
- Соединяемые части разрезаются в нужных местах.
- Торцы изделий, а также электромуфта очищаются от загрязнений.
- На поверхности оставляют соответствующие метки, которые должны будут помочь определить глубину вставки муфты.
- При помощи проводов электромуфта соединяется со сварочным оборудованием.
- На приборе мастер нажимает кнопку начала сварки, которая запустит нагрев элементов.
- Как только процесс завершится. Прибор самостоятельно выключит нагрев.
- Примерно через час соединение полностью остынет и его можно пускать в эксплуатацию.

Пробки на торцах Торцы неиспользуемых труб перед началом сварки лучше всего прикрыть специальными пробками, чтобы избежать охлаждения.
Во время сварки важно удерживать части в жестком положении. Это можно делать с помощью особых держателей или подставок
Итоговый сварной шов не должен быть толще, чем 0.5 толщины стенки.
Соединение ПВХ труб с трубами из металлопластика
Как паять полипропиленовые трубы с алюминиевым слоем? Как их соединять? Можно ли паять полипропиленовые трубы разных производителей?
В случаях, когда возникают подобные вопросы, при паянии нужно использовать специальные переходники.
Одна их сторона крепится к металлу или металлопластику посредством резьбы, другая припаивается по стандартной технологии к пластику.
По той же технологии устанавливают переходники, на основе которых подключают смесители. Изделия внешне выглядят так, словно металлическую резьбу вплавили в полипропилен.
Как проверить соединение на течь
При завершении монтажных работ, связанных с организацией водопроводной системы, можно приступать к проверке качества трубопровода.
Для этого в него подают воду. Вентиль открывают на дом или квартиру, затем открывают краны смесителей в помещениях. Напор воды должен быть максимальным.
Прежде всего, ощупывают стыки, особенно внимательно наблюдая за резьбовыми соединениями.
Запаянные стыки протекают очень редко, если работы ведутся в соответствии с технологией и специалист хорошо знает, как правильно паять полипропиленовые трубы для отопления, водопровода, армированные стекловолокном или алюминием, большого диаметра или малого.
Если течь обнаруживается у резьбового соединения, его можно аккуратно подтянуть ключом, чтобы резьба не сорвалась.
Другой вариант — усилить уплотнение. Но в последнем случае нужно перекрывать воду и раскручивать соединение.
Теперь вы знаете больше о том, как паять полипропиленовые трубы паяльником, какие инструменты выбрать для монтажных работ и как правильно пользоваться паяльником.
Следуйте рекомендациями опытных специалистов при создании трубопровода, обустраивая его самостоятельно, или обращайтесь за монтажными услугами к профессионалам.
Технические моменты и частые ошибки
Отсутствие необходимого опыта, а также сжатые сроки на выполнение работ толкают порой на ошибки в работе, и пайка полипропиленовых изделий – не исключение. Неправильное совмещение элементов потенциального трубопровода служит распространенной причиной образования дефектов. Если труба вводится в фитинг не до конца, то, скорее всего, образуется зазор, который будет иметь меньшую толщину и давление.
Неправильно выставленная температура пайки аналогично предыдущему случаю служит частой причиной возникновения дефектов во время работы по спайке полипропилена. Стоит помнить, что оптимальное значение – 260 градусов Цельсия (допускается погрешность +/-10%). Неправильный подбор оборудования – еще одна распространенная ошибка работника, осуществляющего работу.
Имеется определенное технологией пайки соотношение температуры и диаметра трубы, которое необходимо соблюдать. Соотношения указываются производителем оборудования в инструкции, прилагающейся к прибору. К примеру, для соединения трубы диаметром 50 миллиметров, понадобится мощность станка для пайки полипропиленовых изделий примерно пол киловатта. Для диаметра 100 миллиметров нужна мощность в 1 кВт.
Надежный и ожидаемый результат не заставит себя ждать, если Вы следуете шагам, приведенным выше, соблюдаете правила, наставления и рекомендации. Главное – следовать алгоритму работы, указанному выше.
![[инструкция] пайка полипропиленовых труб | видео](https://gaz-kolonka.ru/wp-content/uploads/7/8/7/787637ff10f9899214f3afaec9597292.jpeg)




Общие положения
Прежде чем приступать к работе, строитель подготавливает все необходимые инструменты:
- Паяльник для пластиковых труб с различными насадками;
- Ножницы, чтобы обрезать ненужные куски;
- Набор ключей (подойдут газовые от 0 до 3);
- Герметик;
- Пакля;
- Уровень.
В отличие от ножниц и других инструментов, паяльник – это очень дорогое удовольствие. Поэтому, используя прибор один раз, рекомендуется его одолжить, у знакомых или взять напрокат.
Чтобы работать с прибором, рекомендуется использовать защитные перчатки, чтобы избежать ожогов от нагревательных элементов. В магазинах существует 4 вида пластиковых изделий. В зависимости от типа, необходимо выбрать нужную насадку.
- PN10 – труба с тонкими стенками. Обычно изделия монтируют в систему «тёплый пол» с максимальным давлением 1 Мпа (+45 о С) или для системы подачи холодной воды (+20 о С);
- PN16 – используют для водопроводов, где не слишком высокое давление или для систем с холодной водой;
- PN20 – выдерживает давление в 2МПа. Подходит для подачи холодной и горячей воды;
- PN25 – только для горячей воды +95 о С. Армированная фольгой труба выдерживает давление 2,5Мпа.

Насадку следует плотно закрепить на паяльнике. Регулятор выставляет нужную температуру. Рекомендуется вначале выставить температуру, а только потом включать прибор в розетку.
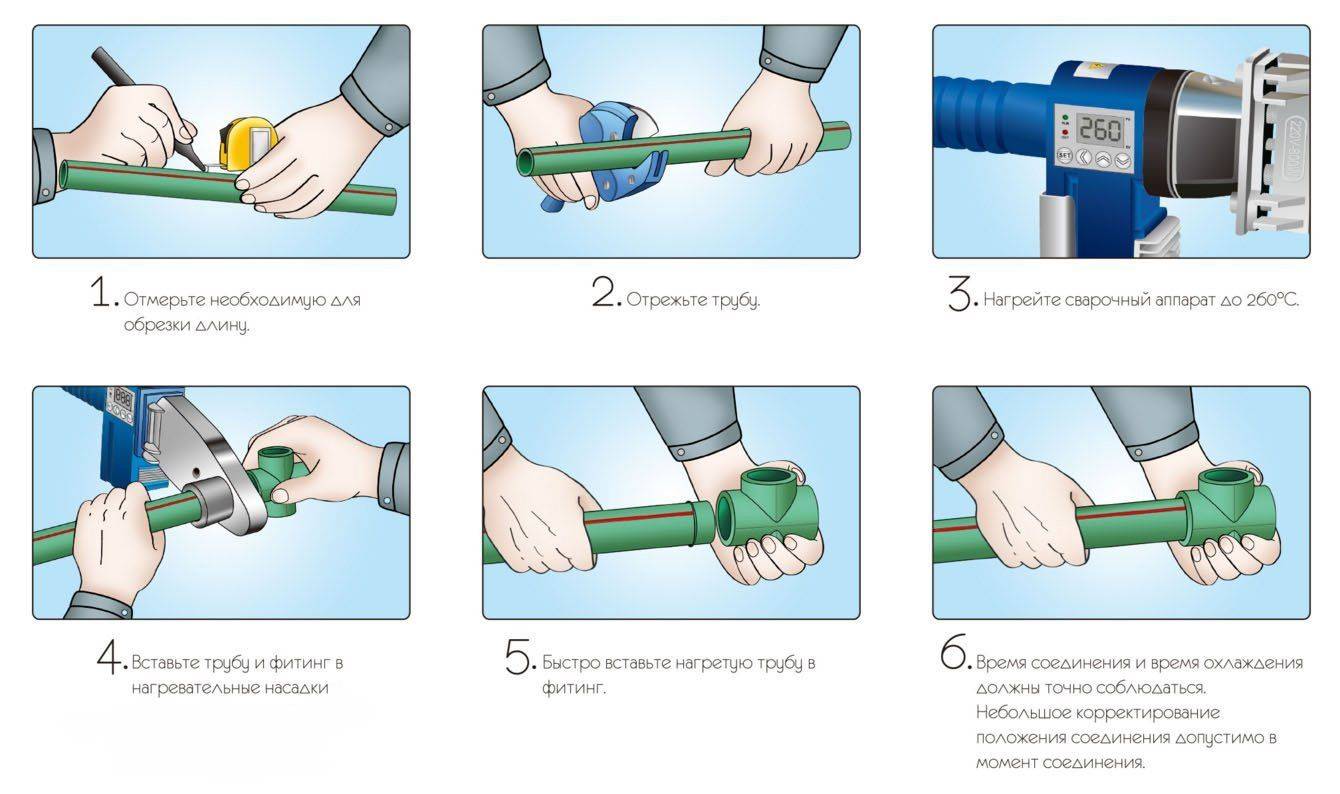
Пока нагревательный элемент накаляется, следует заняться другими делами. На пластиковое изделие карандашом или маркером наносят нужный размер. Следует оставить около 3 или 4 см. для пайки. После этого прямо по метке разрезается пластик. Для этого следует делать всё аккуратно, чтобы разрез получился ровный.
Делая точные замеры, используйте чертёж. В основных точках на бумаге обычно будут отмечены все фитинги, краны и т.д. С чертежом будет намного проще. Т.к. вы будете точно знать, сколько отмерять или какой обрезок устанавливать.
Обычно процедура проводится поэтапно:
- Трубу отрезают в том месте, где была сделана отметка маркером (карандашом);
- Под диаметр отверстия подбирается нужный фитинг;
- Все поверхности, где будет производиться спайка, обезжириваются;
- За то время, пока делались все разметки, паяльник уже должен был нагреться. Рабочая поверхность пластикового изделия вставляется в выбранную насадку с двух сторон;
- Следует подержать какое-то время разогретый паяльник, пока стыки не соединяться;
- Затем с прибора снимаются все детали, а две половинки соединяются на нужную глубину с фитингом;
- Ждём, пока нагретые элементы охладятся.

Процесс должен происходить быстро и аккуратно. Т.к. один конец, пока изделия разогреты, необходимо вставить в другой конец. В этом случае любая неточность создаст дефект, а промедление остудит их до того, как начнётся соединение.
Для новичков несколько полезных рекомендаций:
- Весь материал должен быть от одного производителя, т.к. состав у разных компаний отличается, поэтому и температура плавления будет отличаться;
- Все стыки, которые будут в будущем обрабатываться, необходимо обезжирить с помощью спиртовой настойки;
- Никогда не паяйте пластик на отметке 0 у прибора;
- Для каждого типа пластика и диаметра отверстия предусмотрена своя температура;
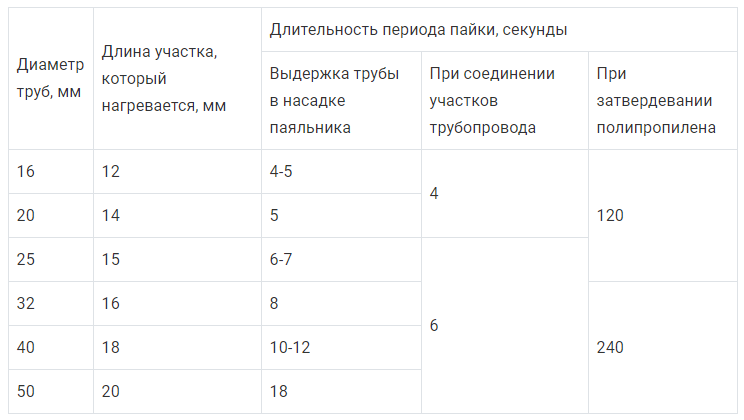
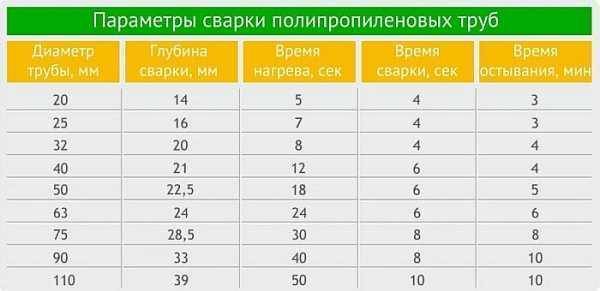
- Для жарких сезонов, когда температура достигает +20 о С и выше следует воспользоваться таблицей:
- Запрещено работать с материалом при температуре на отметке +5 о С и ниже, т.к. детали становятся хрупкими и им нужен дополнительный нагрев (может остаться очень много брака);
- Это один из тех моментов, когда экономить ни в коем случае нельзя.
Если весь процесс был осуществлён правильно, в месте сварки будет находиться равномерный наплыв. Новичкам лучше потренироваться на ненужных обрезках или бракованных изделиях.