Типы двухтрубных систем
Двухтрубные системы делятся на виды в зависимости от:
- типа контура (открытый и закрытый);
- способа и направления тока воды (проточные и тупиковые);
- способа перемещения теплоносителя (с естественной и принудительной циркуляцией).
Системы с открытыми и закрытыми контурами
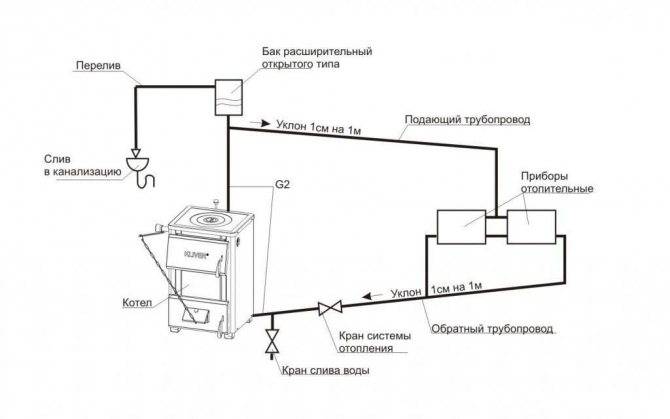
Двухтрубная система открытого типа в городских квартирах не прижилась из-за особенности, связанной с верхней разводкой труб, предполагающей использование расширительного бака. Это приспособление дает возможность контролировать и пополнять водой отопительную систему, но в квартире не всегда имеется место для монтажа такого объемного устройства.
Проточные и тупиковые
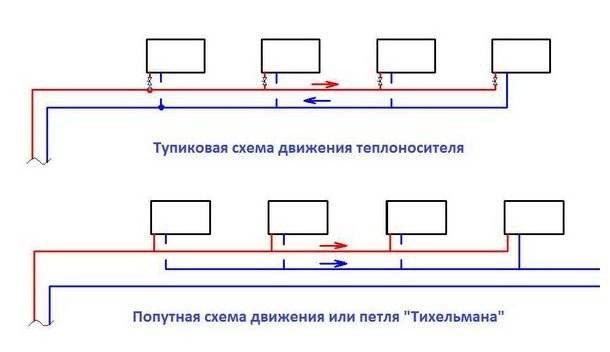
В проточной системе направление тока воды в подающей и отводящей трубе не изменяется. При тупиковой схеме теплоноситель в трубах подачи и возврата движется в противоположных направлениях. В такой сети устанавливаются байпасы, а радиаторы располагаются на замкнутых участках, что дает возможность отключать любой из них, не нарушая работу отопления.
С естественной и принудительной циркуляцией
Для естественной циркуляции воды укладка труб производится с обязательным уклоном, в верхней точке системы устанавливается расширительный бак. Принудительная циркуляция осуществляется за счет насоса, установленного в возвратной трубе. Такая система требует наличия воздухоотводящих клапанов или кранов Маевского.
Как правильно варить трубы электросваркой инвертором?
Наличие жира, грязи, пыли препятствует качественному соединению молекул металла.
Центрирование и стыковка трубы
- Центрирование и стыковку изделий небольшого диаметра проводите путем фиксации с помощью подручных средств или воспользовавшись помощниками.
- Трубы большого размера (от 60 мм) центрируйте специальным оборудованием – центратором: внутренним или наружным. И тот, и другой обладают электрогидравлическим приводом. Внутренние являются более предпочтительными по причине того, что при их применении стык остается незакрытым. Это позволяет использовать автоматы для сварки, а также не ограничивает в манипуляциях при ручном соединении.
- Не допускайте отклонений при ручном способе центровки. Состыковать идеально без центратора – нереально, но старайтесь минимизировать отклонение.
- Соединив ровно трубы, приступайте к варке корневого шва.
Сварка корня
- Варите шов при следующих условиях:
- минимальный ток;
- обратная полярность;
- короткая электрическая дуга;
- сухие электроды;
- отсутствие ветра в трубе.
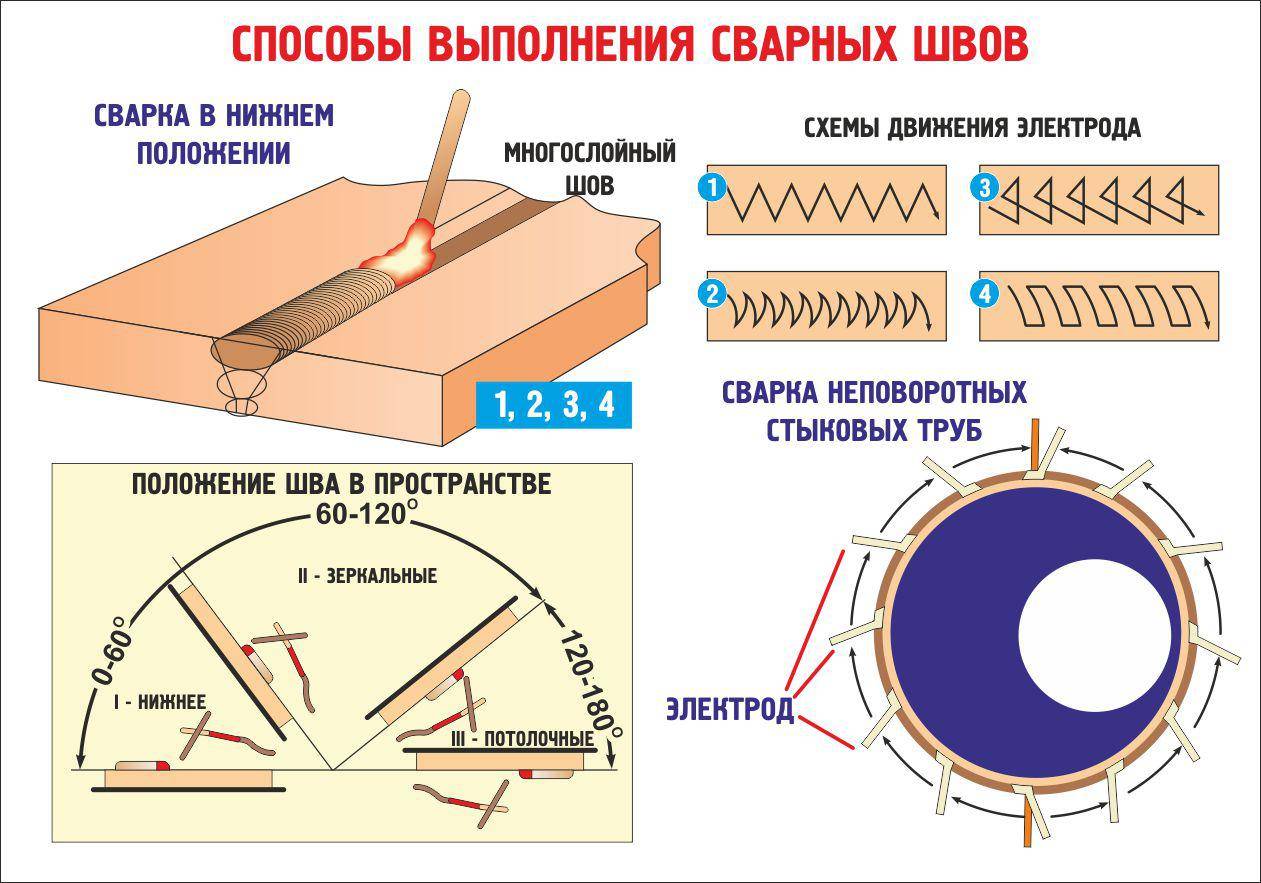
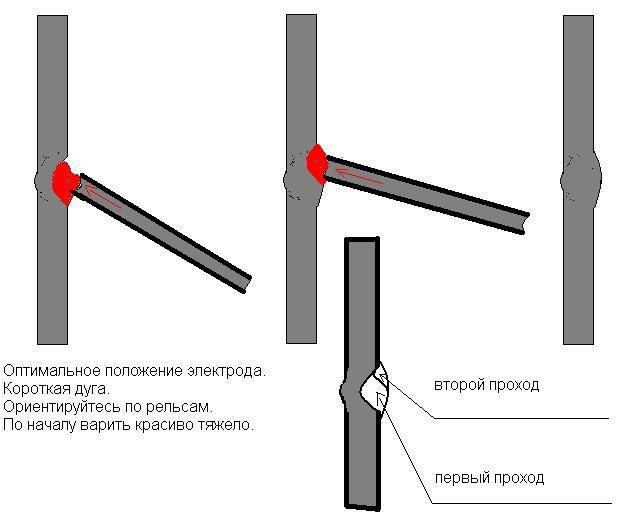
- Варите вертикальным способом, электрод перпендикулярен плоскости.
- Электродом расплавляйте кромки – между ними появится перемычка, которая называется сварочной ванной. Перед перемычкой находится так называемое технологическое окно.
- Внимательно следите за величиной технологического окна: на протяжении всего процесса оно должно оставаться одного диаметра.
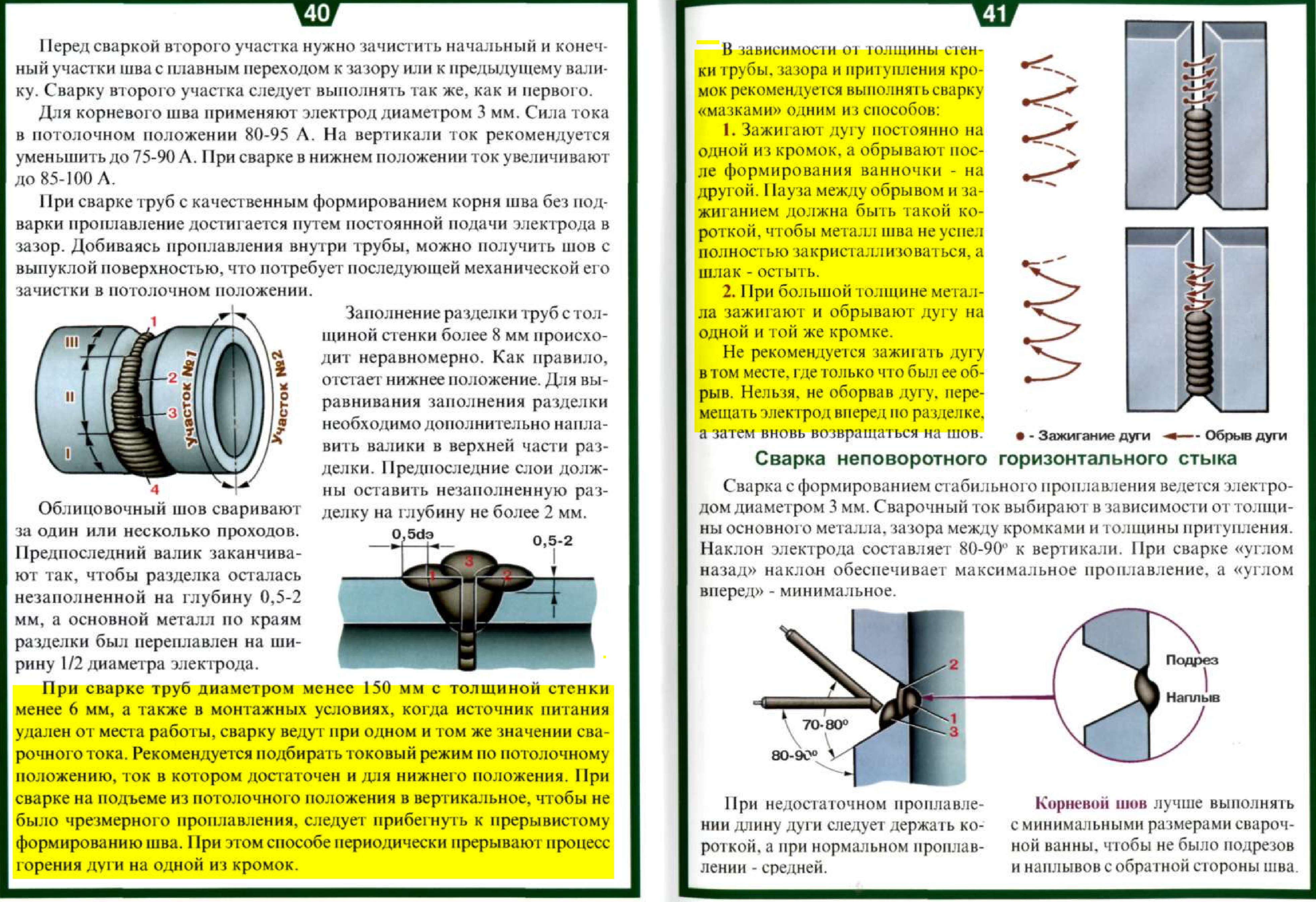
- Делайте коренной шов высотой не более 1 мм. Обратный валик также не должен превышать эту величину.>
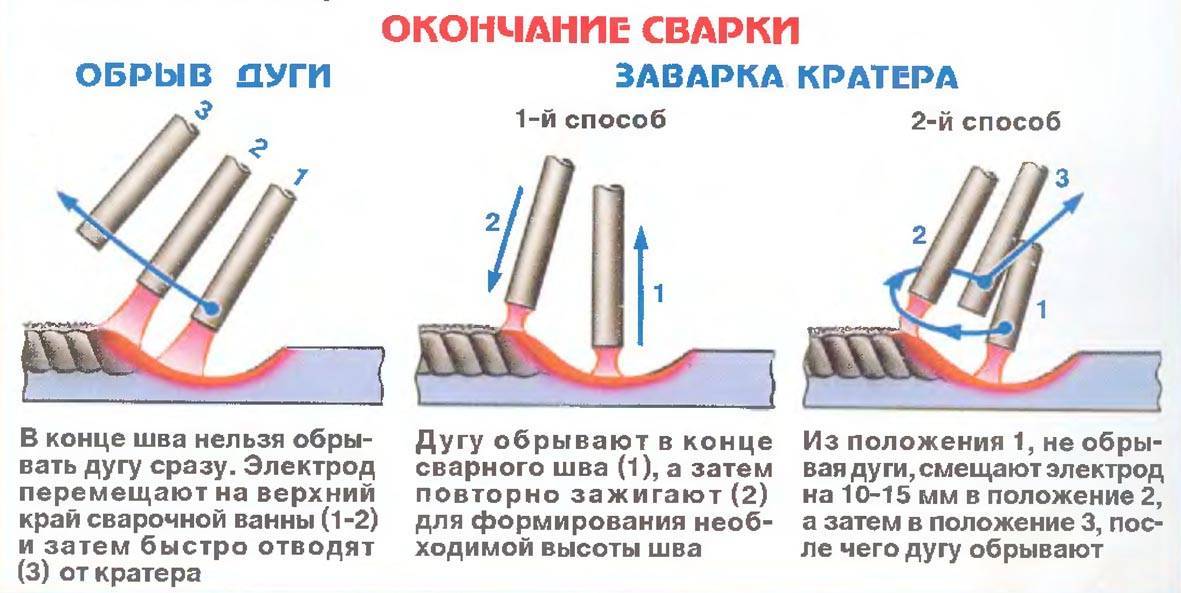
- Начало и окончание шва, участок перехода между электродами зачищайте для избегания образования пор в металле, наличие которых рано или поздно приведет к потере герметичности трубы.
Заполнение и облицовка сварного шва
После сварки корня заполняйте сечение шва целиком.
Используйте в зависимости от толщины стенок и материала однослойный или многослойный способ прохода.
Движение электрода при заполнении – треугольник: кромка 1 — кромка 2 — технологическое окно.
Обращайте внимание на прогрев кромок и корневого шва. Чем не больше прогрев, тем шире шаг заполнения.
После каждого слоя очищайте поверхность от шлака.
Если имеете навык, и, если позволяет диаметр стенки, выполняйте заполнение и облицовку одним проходом.
Особенности газосварочной технологии
Скрепление труб отопления газосваркой выполняется по следующему принципу: торцевые части двух элементов совмещаются, а затем постепенно разогреваются в племени газокислородной смеси до высоких температур.
Для особой прочности шва используется присадочный материал в виде проволоки или прутка. Когда раскаленный металл остывает, образуется монолитное соединение.
Преимущества и недостатки соединения труб сваркой
Одна из основных причин популярности газосварочного метода – специфика работы наших отопительных систем. При циркуляции теплоносителя все элементы конструкции постоянно находятся под давлением, деформирующим места соединения.
Поэтому прочный сварочный шов надежно защищает от прорывов и помогает предотвратить аварию во время коротких скачков давления и даже гидроударов, которыми нередко сопровождается запуск и отключение централизованного отопления.
Плюсы газосварочного метода:
- Долговечность и надежность соединения (считается, что прочность швов после газосварки даже превышает прочность самих радиаторов!).
- Возможность применения деталей любой формы и размеров. Единственное требование – чтобы элементы были из металла толщиной не больше 3,5 мм (в случае превышения экономичней использовать электродуговую сварку).
- Эстетический момент – трубы и батареи, приваренные газосваркой, становятся цельным монолитом, который легко перекрасить в подходящий к интерьеру цвет.
- Можно проводить работы и без подключения к электросети (особенно актуально для новостроя).
- Многие металлы, из которых изготавливают трубы, например, медь, чугун, латунь и свинец, образуют самое крепкое соединение именно при помощи газосварки.
К главному же недостатку этого способа монтажа можно отнести большую площадь нагрева. В результате легко повредить мебель и легковоспламеняющиеся материалы отделки, например, паркет, обои, стеновые панели из пластика, ЛДСП или МДФ.
Чтобы избежать разрушений, термически неустойчивые элементы рекомендуется вынести из рабочей зоны, а немобильные – закрыть асбестовым полотном или другим защитным материалом.
Кроме того, при газовой сварке в воздух поступают вещества, которые вредны для здоровья – работать без средств спецзащиты категорически запрещается. Именно поэтому все, кто желает освоить газосварочный аппарат на практике, должны изучить правила техники безопасности и получить допуск на работу.
Ограничения по работе с газосварочным аппаратом
Монтаж отопительной системы с помощью газосварки разрешено проводить только профессиональным сварщикам, которые помимо специального образования имеют допуск на проведение работ от пожарной службы.
Учтите, что документ выдается только на определенный период, поэтому при найме мастера стоит не просто глянуть на «корочку», а и изучить срок ее действия.
Из других обязательных требований, предъявляемых к сварщикам: исправность газового аппарата и обязательная защитная экипировка – очки, рабочие перчатки, щиток.
Желательно, чтобы мастер использовал присадочную проволоку для швов и современное оборудование, работающее на смеси кислорода с ацетиленом. Другие горючие газы, например, метан или пропан, допустимы при условии, если температура их горения будет в два раза превышать температуру плавления присадочного прутка.
Если вы не профессиональный газосварщик, для проведения работ можно обратиться в местные теплосети или управляющую домом организацию. Для этого собственник квартиры составляет заявление о необходимости замены батарей и согласовывает дату для перекрытия движения теплоносителя в общедомовой магистрали.
После сварки и монтажа радиаторов приглашенный мастер должен произвести испытание опрессовкой и удостовериться в исправности системы. Самостоятельно прекращать и запускать отопление в многоквартирных домах категорически запрещено.
Выбор электродов
Перед тем как варить трубы отопления электросваркой или использовать сварочный аппарат для возведения каркасных строений, необходимо выбрать электроды. От них, на мой взгляд, во многом будет зависеть, понравится ли вам результат вашей работы или вы постараетесь как можно быстрее продать сварочный аппарат и не вспоминать о нем больше.

Сварочные электроды – основной расходный элемент при выполнении сваривания.
Электрод, если кто не знает, это тонкий стальной стерженек, на который нанесено специальное покрытие. Оно не только защищает металл от коррозии, как думают некоторые, но и принимает непосредственное участие в процессе создания сварочного шва, дополнительно обеспечивая устойчивую дугу.








Существует несколько критериев классификации электродов, но я выделю два наиболее, с моей точки зрения, важных: тип сердцевины и вид покрытия.

Электроды с расплавляемой серединой.
По первому параметру электроды можно разделить на два вида:
- С плавящейся сердцевиной. Для ее изготовления используется сварочная проволока. Толщина бывает разной и зависит от вида предстоящих работ.
- С неплавящейся сердцевиной. Материалом для изготовления таких изделий служит вольфрам, электротехнический уголь или графит.

Электроды с вольфрамовой серединой используются для выполнения специальных сварочных работ.
Теперь по поводу защитного покрытия. Здесь все намного сложнее и все встречавшиеся мне электроды я классифицировал на группы, которые занес в таблицу. Думаю, так пользоваться информацией вам будет удобнее.
| Оболочка | Марка | Описание |
| Целлюлозная | С | С их помощью выполняется электросварка труб большого диаметра. В большинстве случаев используются для прокладки магистральных трубо- и газопроводов. |
| Рутилово-кислотная | RA | Хорошо подходят для сварки труб отопления и водоснабжения. Благодаря особой структуре оболочки на сварочном шве образуется лишь небольшой слой шлаков, которые легко удаляются легким постукиванием по детали. |
| Рутиловая | RR | Эти электроды легко поджигаются при работе, образуют хорошо удаляемый шлак и позволяют создавать привлекательно выглядящие, аккуратные швы. Чаще их используют для создания угловых соединений и наваривания второго и третьего слоя. |
| Рутилово-целлюлозная | RC | Подходят для сваривания деталей в любых плоскостях. Они чаще всего используются для образования вертикального шва при сваривании сверху вниз. |
| Основная | B | Универсальные электроды для сваривания труб, позволяющие создавать соединения с отличной вязкостью и минимальной возможностью растрескивания. Ими можно сваривать трубы с толстыми стенками, а также сваривать детали, которые предполагается использовать при отрицательной температуре воздуха. |

Электроды с основным покрытием идеально подходят для ручной сварки водопроводных стальных труб.
Перед тем как варить трубу электросваркой, не поленитесь поспрашивать у знакомых-сварщиков или сантехников, электродами какой марки они предпочитают выполнять сваривание металлических труб. Мне здесь конкретный советь дать трудно, поскольку в каждом городе существуют свои производители электродов для сваривания.
Перед покупкой электродов уточните у специалистов, какую марку и в каком магазине лучше приобретать.
Кроме того, узнайте, где именно они покупают электроды, чтобы избежать подделок и не приобрести некачественную продукцию. Потому что от качества именно этих расходных материалов во многом зависит качество и герметичность будущих швов.
Но сразу хочу предупредить. Мне еще никогда не встречались хорошие и, одновременно, дешевые электроды. Цена на качественны расходники будет достаточно высокой. Но оно того стоит.
Электросварка своими руками
В быту чаще всего применяется дуговая электродная сварка, так как она является наиболее простым и доступным методом и применяется при любом расположении труб. Источником энергии здесь выступает электрическая дуга, а носителем – электрод. Бытовые аппараты, применяемые для электросварки, характеризуется невысокой мощностью, не громоздки и работают от однофазной проводки.
- Сварочный трансформатор – преобразует переменный ток сети в постоянный ток сварки. Прост в обращении, но не в достаточной степени стабилизирует дугу.
- Выпрямитель – отличается более высокой стабильностью дуги.
- Инвертор – преобразует переменный ток в постоянный через инверторный модуль, отличается стабильностью дуги и малым весом.

Электросварка осуществляется с помощью плавящихся и неплавящихся электродов. Первые участвуют в процессе, поставляя частицы для образования шва. Новичкам рекомендуют использовать твердые электроды с плавящимся покрытием.
Диаметр электрода, как и тип используемого аппарата, и собственно метод сварки зависит от характеристик изделия: состава материала, толщины стенки, диаметра и так далее. При работе с трубами отопления или водопроводными, если речь не идет о магистральных конструкциях, чаще всего используются электроды диаметром в 3 мм – для электросварки изделий с толщиной стенок до 5 мм. Если параметр больше, или требуется формировать многослойный шов, то диаметр электрода должен быть 4–5 мм.

Как варить трубы: технология
Перед сваркой водопроводные трубы очищаются – особенно внутренняя поверхность, если кромка неровная, то концы выпрямляются или обрезаются. Затем края и с внутренней, и с внешней стороны зачищаются до металлического блеска. Ширина участка – не менее 1 см.

При большом диаметре или толщине стенки рекомендуется произвести предварительный прогрев – зона составляет не менее 0,75 см. Таким образом предупреждается появление закалочных структур.
- Электрод вставляется в держатель аппарата, активируется подача тока – для этого нужно чиркнуть стержнем по металлу. Сила тока определяется толщиной стенки изделия.
- После появления дуги электрод удерживается в месте стыка на расстоянии не менее 3 и не более 5 мм. Наиболее удобным полагают угол наклона электрода к плоскости участка в 70 градусов, как это показано на фото.
- Шов накладывается не ровным движением, а колебательным, имитируя распределение металла через стык на оба края. Траектория разная – серповидная, зигзагообразная, но в итоге на стыке образуется плотный неширокий валик.
- После остывания с него молоточком сбивается шлак. Если толщина стенок большая, накладывается второй и даже третий шов с обязательным удалением шлака перед каждым следующим этапом.
- При толщине более 8 мм, следует варить первый шов ступенчато: окружность разбивается на участки, фрагменты свариваются сначала через один, а на втором этапе – оставшиеся. Затем сверху накладывают сплошной шов.
Читать также: Как называется правильный шестиугольник

Сварочные работы относятся к опасным: брызги горячего металла, высокая температура дуги, ее яркость представляют нешуточную опасность. Поэтому варить водопроводные трубы или для отопления следует с соблюдением техники безопасности: обязательно использование защитного щитка или маски, брезентовых рукавиц, костюма или халата из плотной ткани – лучше всего брезент. Во время электросварки необходимо, чтобы неподалеку находилось ведро с водой и плед или кусок брезента.
Следующим этапом является подготовка и настройка самого оборудования. Для этого закрепляют зажим заземления, и проверяют изоляцию кабеля на предмет пробоев и прочих дефектов. Вставляют электрод в держатель, регулируют его положение под оптимальным углом, выставляют значение рабочего напряжения, таким образом, чтобы его мощности было достаточно для зажигания дуги.
Важным обстоятельством является последовательность включения сварочного аппарата – сначала настройка тока, подсоединение заземления, замена рабочих элементов и прочие манипуляции и только в последнюю очередь включение питания. При выключении все операции выполняются в обратном порядке.
Технология сварки пластиковых труб
 Для сварки полипропиленовых труб применяется специальный аппарат
Для сварки полипропиленовых труб применяется специальный аппарат
Полипропилен постепенно вытесняет сталь, так как при относительно небольшой стоимости обладает рядом положительных характеристик. Пластиковые трубопроводы рассчитаны на высокое давление, отличаются легкостью, гладкими внутренними стенками и отличным внешним видом. Но трубопровод будет эффективно выполнять свои функции, если все стыки будут прочными и герметичными. При этом следует учитывать, что при пропускании горячей воды температурой свыше 110 градусов полимер становится мягким и начинает увеличиваться в размерах. Поэтому для монтажа отопления используются только армированные стекловолокном или алюминиевой фольгой изделия.








Для стыковки звеньев используется специальный паяльник. Прибор двухсторонний, с одного края патрубки для внешнего, а с другого — для внутреннего нагрева стыкуемых деталей.
Для их соединения используются такие фитинги:
- муфты;
- переходники;
- углы;
- тройники;
- крестовины;
- резьбовые фланцы для присоединения к батарее отопления.
 В процессе сварки место стыка превращается в монолитное соединение
В процессе сварки место стыка превращается в монолитное соединение
Процесс сваривания полимерных деталей осуществляется по такой методике:
- Составление схемы обвязки отопительной системы.
- Выпиливание заготовок определенной длины. Делается поправка на величину погружений труб в отверстия фитингов и размеры самих фитингов.
- Разогрев паяльника, пока не загорится зеленый индикатор. Это свидетельство, что можно начинать сборку.
- Присоединение деталей к прибору на патрубки соответствующего диаметра. Греть их нужно в соответствии с показаниями таблицы, которой комплектуется оборудование.
- Соединение трубы и фитинга. Делается это строго в одном направлении, пока внутренняя деталь не упрется в стопорный выступ в фитинге. Проворачивать изделия, двигать ими вперед-назад нельзя. Допускается коррекция по углу стыковки.
- Охлаждение. Необходимо выдержать стык в статичном положении столько времени, сколько прописано в инструкции к прибору. Только после этого можно продолжать сборку.
Варианты сварных соединений
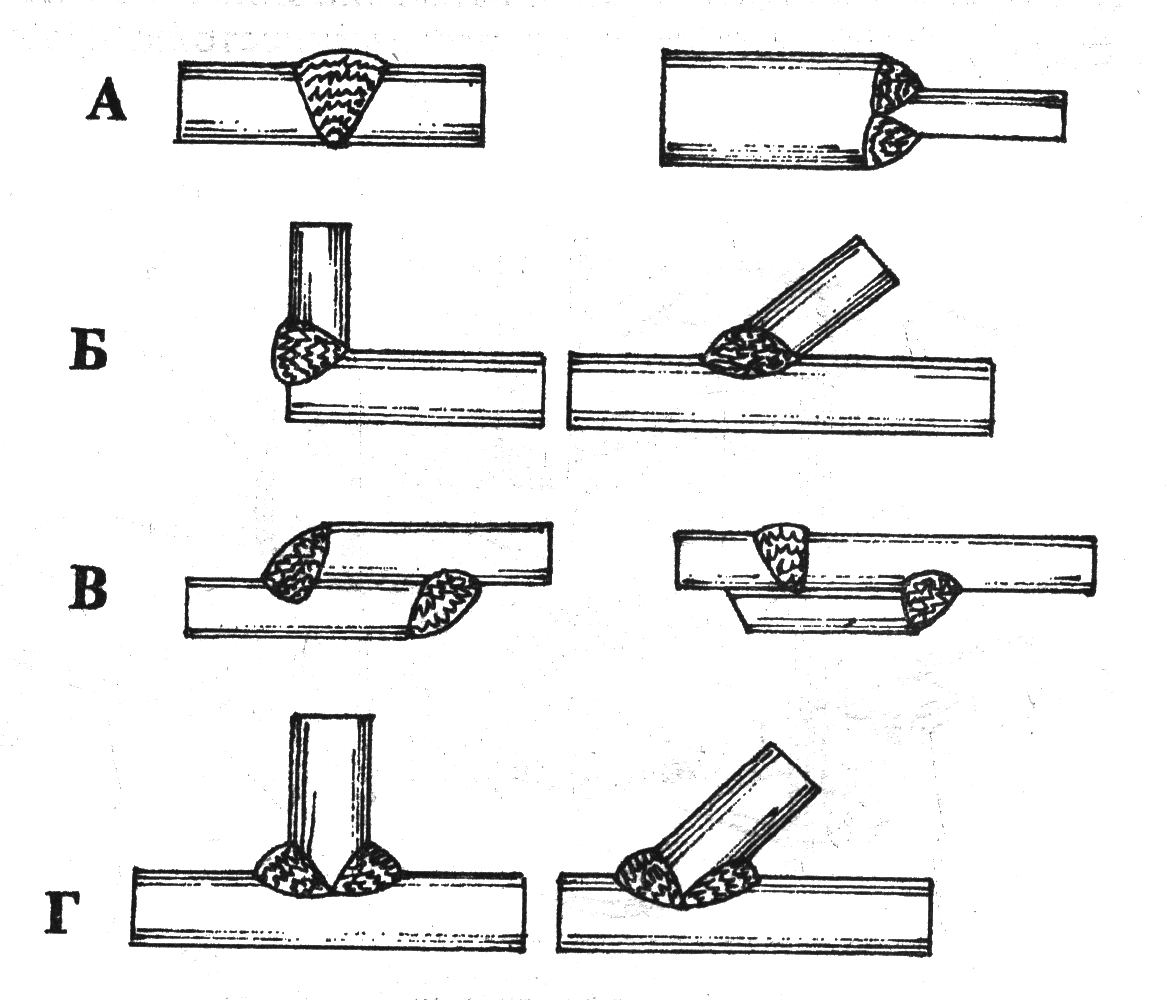
Существует множество различных видов сварных соединений. В частности, они могут быть:
- продольными стыковыми с одно- или двусторонним швом;
- поперечными стыковыми с внутренней расточкой или без неё, со скосом кромки или без;
- контактным стыковым;
- одно- или двусторонним угловым;
- раструбным.
Наиболее широкое распространение при сварке трубопроводов отопительных систем получило стыковое соединение с поперечным швом. Это объясняется его высокой прочностью. Сварные швы могут быть:
- односторонними;
- двусторонними;
- односторонними с подкладным кольцом.
Проверенная технология сварки труб
Односторонние швы применяются при сварке труб с внутренним диаметром до 500 мм.
Также металлические и полипропиленовые трубы могут соединяться при помощи муфт.
Типовая сварка стальных труб
Сварка широко используется для соединения труб отопительных систем, изготовленных из различных материалов. Она обеспечивает высокую прочность и надёжность стыков, что позволяет применять её в условиях высокого давления и температуры. Многообразие способов сварки даёт возможность выбрать наиболее подходящий вариант соединения труб в конкретных условиях. Современные технологии стыковки труб из полипропилена позволяют выполнить монтаж даже человеку, не имеющему высокой квалификации в сфере сварочных работ.
Азы электродуговой сварки
уделяется внимание правильному выполнению этой работы
Не менее важно позаботиться о соблюдении правил пожарной безопасности: для этого нелишне будет расположить неподалеку ведро с водой. Этим же обусловлен запрет на выполнение сварки на деревянном основании
Также следует уделить внимание и небольшим остаткам использованных электродов, которые не следует оставлять на рабочем месте по завершении работы. Без этого невозможно научиться правильно варить металл
Обязательно нужно удостовериться, что «зажим заземления» надежно зафиксирован. Следует убедиться, что кабель был изолирован и точно введен в специальный держатель. Перед работой для сварочного инвертора следует выбрать расчетный показатель мощности тока, при определении которого следует исходить из диаметра электрода. После этого можно зажигать дугу. Это делается следующим образом: нужно разместить электрод под углом около 60 градусов относительно изделия. Далее нужно не спеша провести им по поверхности. В этот момент возникают искры, теперь же электродом нужно коснуться металла, а затем поднять его, но не выше 5 мм.
Поэтому через равные промежутки времени нужно сокращать расстояние между ним и металлом. Приближать электрод к обрабатываемому изделию следует не спеша. Может возникнуть такая ситуация, что он прилипнет. В этом случае нужно несильно повернуть его в сторону. Если все попытки не позволяют зажечь дугу, то можно попробовать увеличить силу тока.
Когда дуга загорится, а ее пламя станет стабильным, можно уже начинать заниматься наплавлением валика. Электрод с зажженной другой нужно не спеша и плавно двигать по горизонтали, совершая несильные колебательные движения. Это приведет к тому, что жидкий металл начнет самостоятельно перемещаться непосредственно к центру дуги. При соблюдении всех рекомендаций можно выполнить надежный шов, сформированный в виде небольших волн, которые были созданы при помощи наплавленного металла.
нужно вставить новый электрод
Технология проведения работ
Вначале необходимо подготовить рабочее место и средства защиты. Чтобы разобраться, как правильно варить трубы отопления, нужно попрактиковаться на отдельном куске металла. Для этого понадобится толстая труба и универсальный электрод диаметром от 3 мм и выше, т. к. с ним легче учиться делать швы. Процесс работы:
- На одном сварочном кабеле есть держатель. В него вставляют электрод, затем подключают кабели.
- Аппарат имеет 2 кабеля и 2 выхода тока с положительной и отрицательной полярностью. Конец одного кабеля оснащен зажимом, который подключается к детали, конец второго это держатель для электрода. Полярность выбирают в зависимости от вида работ. Наилучший прогрев металла происходит с прямой полярностью.
- Зажечь дугу можно 2 способами. Для этого кончиком электрода постукивают несколько раз по детали или проводят вдоль шва (чириканьем).
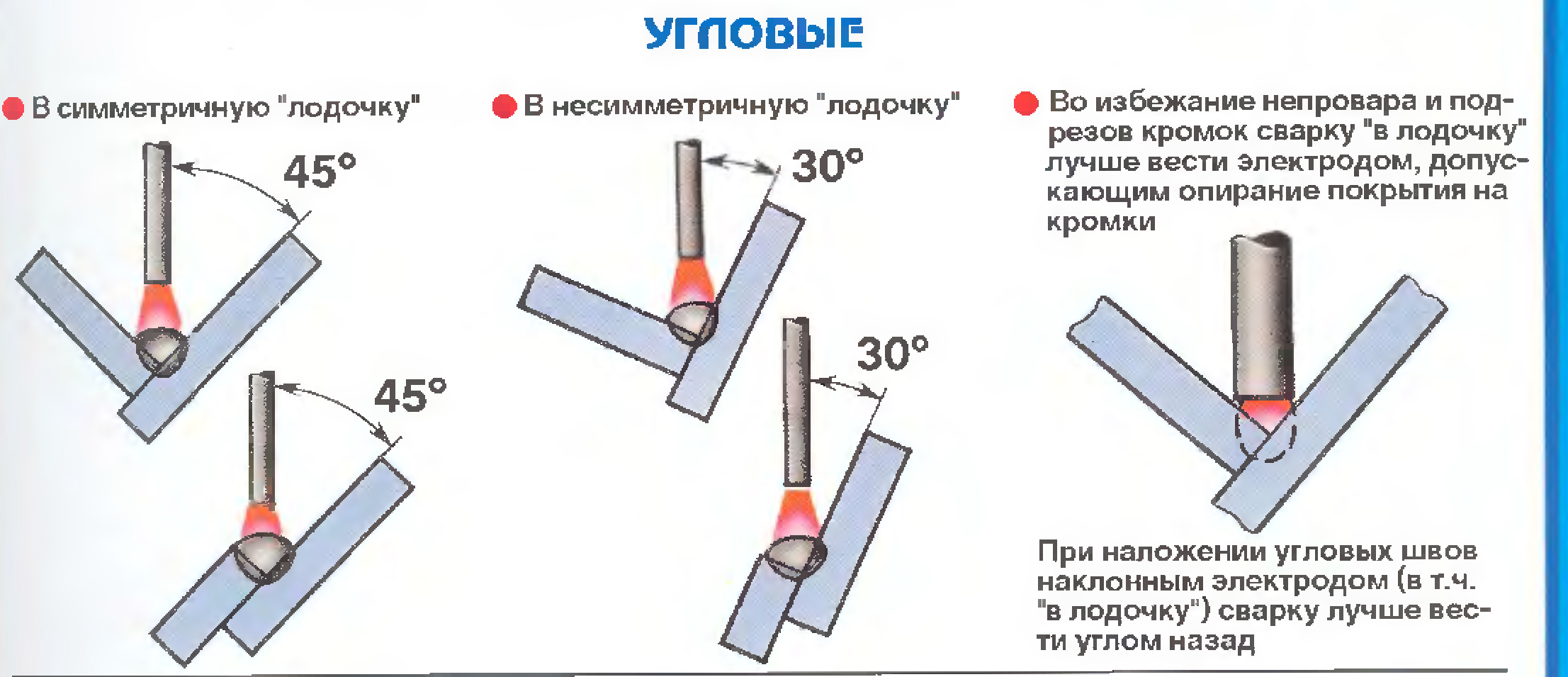
- Какого типа получится сварной шов на трубе, зависит от наклона электрода. Основной наклон составляет 30-60°. Чтобы сделать глубокий прогрев металла, наклон электрода делают «углом назад». При этом ванна и расплавленный металл поступают за электродом. Если требуется поверхностный прогрев, тогда угол наклона меняют в противоположную сторону.
Для каждого материала и типа шва применяется свое движение электрода. Для домашних работ достаточно освоить некоторые из них
Во время работы важно следить за величиной и состоянием сварной ванны. Для этого движения ускоряют или замедляют.
Как сварить пластиковые трубы
Сварка пластиковых труб проходит по особой технологии, т. к. из-за высокой температуры внутри них часто образовываются наплывы. Поэтому выполнять сварочные работы нужно аккуратно. Но если температура будет слишком низкой, то детали не зафиксируются. Порядок работ:







- Сварочный аппарат устанавливают на подставку и разогревают до 260° C.
- В насадку для сварки вставляют конец пластиковой трубы и подходящего диаметра фитинг таким образом, чтобы они располагались в одной плоскости.
- Если труба толстая, то уровень температуры увеличивают. Когда детали прогреются, их достают из устройства и соединяют.
Когда шов застынет, трубу проверяют на наличие протечек. Спайку изделий с большим диаметром (свыше 63 мм) проводят стык в стык. Срез торцовых труб расплавляют и соединяют, при этом сильно надавливая друг на друга. При муфтовой и раструбной спайке используют ручные приборы. Они оснащены центрирующим элементом и насадками, которые удерживают заготовки. Все детали трубопровода загоняют в разогретый сварочный аппарат и делают спайку. Чтобы детали соединились, всю работу проводят быстро.
Возможные ошибки в процессе
Качество готового изделия может стать низким из-за дефекта сварного шва. Дефект может находиться внутри или снаружи изделия, а также быть сквозным. Причины, из-за которых он возникает во время сварки металлических труб отопления и других изделий:
- из-за дешевого материала низкого качества;
- из-за некачественного оборудования;
- когда нарушается технологический процесс работы;
- из-за неопытности сварщика.
Иногда сварщики делают усиление шва до 4 мм. Из-за такой ошибки он становится хрупким. Высота усиления не должна превышать 2 мм, тогда шов будет иметь максимальную прочность.
Нюансы
Напоследок несколько советов общего характера, связанных с выбором и монтажом труб:
- Если вы предпочтете металлопластиковые трубы — остановите свой выбор на фитингах под обжимку , без резьбы и накидной гайки. Они не разбираются, зато куда реже текут;
- Длинные участки из неармированного полипропилена на горячей воде должны включать компенсаторы — П-образные изгибы или петли;
- В стяжку или штукатурку укладываются только трубы с малым коэффициентом теплового расширения — оцинковка, медь, металлопластик или армированный полипропилен. Разумеется, речь идет все еще о горячей воде;
- Все соединения, кроме сварных на полипропилене и паяных на меди, должны быть доступны после окончания ремонта . В первую очередь это касается металлопластика;
- Использование фильтров на входе в квартиру — обязательно. Они продлят жизнь и смесителям, и бытовой технике.

Выполняем предварительный подогрев

Рекомендации и видео предусматривает выполнение предварительного подогрева. Следует учесть, что согласно гост данное действие обязательное. Характеристика и компоненты соединения сварки отталкиваются от скорости охлаждения стали в температурном диапазоне от 500 до 800 градусов. Если это происходит быстро, то могут образовываться закалочные структурные элементы, которые имеют пластичность и прочность.
Если правильно выполнить нагрев площади, то можно снизить риск получения структур закалки, что способствует активности эвакуации из зоны и шва водородной диффузии. Такое соединение повысить уровень стойкости сварки, и убережет от возможных повреждений целостности поверхности. Для того, чтоб подобрать температуру, соответствующую ГОСТ, нужно не упускать из вида несколько факторов. Таких как:
- Химические составляющие металла;
- Величина толщины стенок труб;
- Тип покрытия электрода;
- Температурный режим местности.
Просмотрев большое количество литературы и видео, мы выяснили, что для предварительного нагревания нам пригодиться всего один инструмент – это устройство электрического или газового типа. Стоит отметить, что процесс должен производиться по всей площади изделия. Ширина периметра нагрева от швов является больше 7,5 см.