Стыковка труб
После прогрева изделия снимаются с насадок паяльника и плавно размещаются друг в друга до достижения отмеченных маркером границ. Повороты соединений по отношению друг к другу не допустимы. Необходимо контролировать соосность образованного стыка.
По факту скрепления, изделия выдерживаются в фиксированном положении на протяжении 2-3 секунд, ориентируясь на табличные данные параметров спайки.
Если при нагреве детали неплотно размещаются на насадках, в момент плавления можно их слегка прокручивать. Однако, следует придерживаться угла поворота до 10 гр. В момент соединения изделия должны фиксироваться в одном положении.
Эксплуатация трубопровода допускается через час после соединения. При наличии дефектов на определенном участке трубы, его следует отрезать и заново сварить.
Проведение работ

Перед проведением работ необходимо подготовьте рабочую поверхность – отмерьте и отрежьте трубы, снимите фольгированное армирование, очистьте трубу от грязи и обезжирьте. Далее придерживайтесь нашей инструкции.
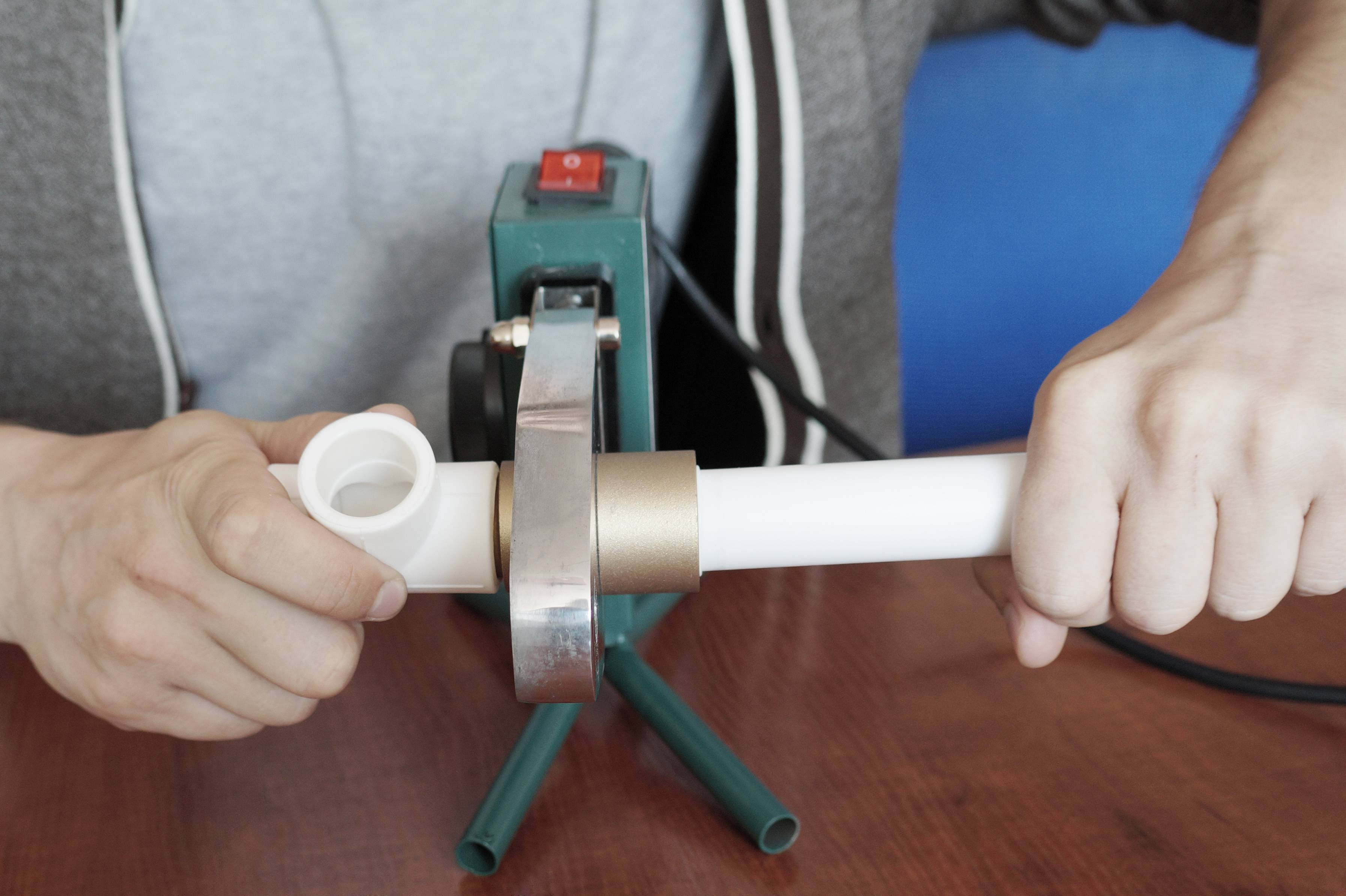
- Соберите паяльник, нагрейте его до 2700С.
- Наденьте трубу на металлическую муфту, а соединяющую деталь – на дорн паяльника. При этом пластик нагреется и станет мягким.
- Снимите соединяющую деталь и трубу с нагревателя.
- Не теряя времени соедините элементы друг с другом, прилагая незначительное усилие.
- Следите, чтобы была соблюдена соосность и не допускайте искривлений.
В большинстве случаев диаметр трубы больше диаметра муфты или фитинга. При нагревании и последующем соединении образуется валик из расплавленного полипропилена, который и закрывает швы.
Старайтесь не передержать детали на нагревательных элементах паяльника. Оптимальное время для различных этапов монтажа указано в таблице.
| Диаметр (мм) | 16 | 20 | 25 | 32 | 40 | 50 | 63 |
| Нагревание (с) | 5 | 5 | 7 | 8 | 12 | 12 | 24 |
| Перестановка (с) | 4 | 4 | 4 | 6 | 6 | 6 | 8 |
| Скрепление (с) | 6 | 6 | 10 | 10 | 20 | 20 | 30 |
| Время полного остывания (мин) | 2 | 2 | 2 | 4 | 4 | 4 | 6 |
При работе учитывайте следующие моменты:
- Если деталь невозможно одеть на насадку – повысьте температуру на 5-150С.
- При работе на открытом воздухе в мороз увеличьте время нагрева.
- Не допускайте проворачивания деталей относительно друг друга.
Правильный и качественный шов не оплывает внутрь, если у вас это случилось – уменьшите время нагрева. Если же детали не налезли друг на друга – значит, вы недостаточно их нагрели. Необходимо увеличить время нагрева.
Как работать с электромуфтой
Технология сварки при помощи паяльника-утюга есть сварка электромуфтой. Муфты для нагрева труб и фитингов идут в комплекте к инструменту и крепятся на него по необходимости. Работать с таким паяльником можно одному человеку. В этом случае удобнее фиксировать сварочник ногами, стоя на коленях.

Инструмент разогревают до 260 градусов – это стандартная рекомендуемая температура для работы (при наружной не ниже +10). Трубу и фитинг одновременно вводят в электромуфту и выдерживают необходимое время. Вытаскивать первой следует трубу, затем фитинг. Детали соединяют вручную и фиксируют до остывания.
Что следует учитывать:
- Детали, введенные в электромуфту нельзя проворачивать. Движение полипропилена приведет к его налипанию, деформируя деталь и портя инструмент.
- Перегрев приведет к расплавлению материала и заплыву внутреннего просвета трубы или фитинга.
- Недогрев не позволит материалу достаточно расплавится для соединения.
- Низкая температура воздуха приведет к стремительному остыванию деталей, которые вынули из электромуфты. Это не даст хорошего соединения, либо у мастера не будет времени для корректировки направления стыка.
Пайка полипропиленовых труб в труднодоступных местах
Решая, как паять полипропиленовые трубы в труднодоступных местах, следует учитывать следующие факторы.
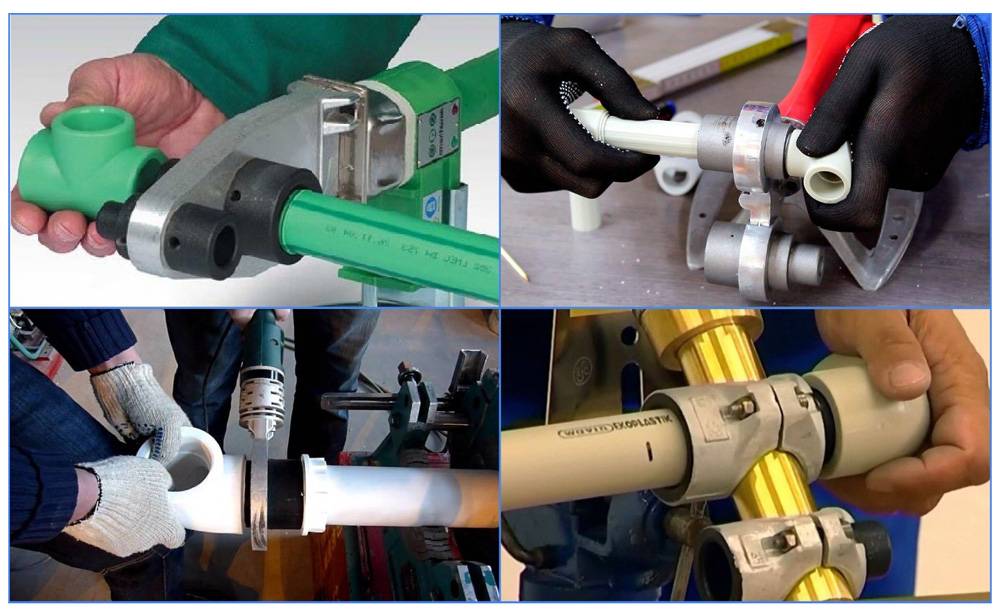
Работа с полипропиленовыми трубопроводами в узких местах сложнее, чем сварка на прямых трубных прогонах в условиях достаточного пространства. К неудобным местам обычно относят пространство вверху под потолком, точки в углах и условия ограниченного пространства, затрудняющие установку паяльника на подставку. В последнем случае без посторонней помощи вам не обойтись, альтернативным решением является специальный крюк, подготовленный заранее в удобном месте, на который можно вешать паяльник.
При слишком близком расположении спаиваемых трубных участков друг от друга на стене используют специальный прием – прямую и ответную части стыка прогревают по очереди. При этом первый участок греют чуть дольше положенного времени, а после греется труба меньшее время и при возможности с повышенной температурой (регулятор устанавливают на больший диаметр).

Рис. 4 Сварка участков трубопровода утюгом с двумя насадками
Преимущества полипропилена перед металлом
Благодаря достижениям химической промышленности в различных отраслях промышленности и быту стал использоваться синтетический материал под названием полипропилен. Материал нашел широкое применение. В настоящее время он практически полностью вытеснил металлические трубы при прокладке водопроводов холодного и горячего снабжения, отопления и канализации жилых, и промышленных зданий. Основные преимущества полипропилена перед металлом:
- легкий вес и прочность;
- длительный срок эксплуатации;
- устойчивость к перепадам температур при нагревании или охлаждении;
- отсутствие коррозии, устойчивость в агрессивных средах;
- на внутренних поверхностях полипропиленовых труб не скапливаются известковые отложения;
- армированные стекловолокном или алюминием трубы сходны с металлическими по коэффициенту теплорасширения;
- экологическая, санитарно-гигиеническая безопасность;
- простота и технологичность работы с полипропиленом;
- прочность соединения, равная прочности материалу труб;
- нет необходимости использовать сложное и дорогостоящее сварочное оборудование, используемое для соединения металлических труб.
Однако самое главное преимущество полипропилена в сравнении с металлом – это низкие затраты, необходимые на транспортировку и монтаж легких пластиковых трубопроводов. Пайка полипропиленовых труб своими руками достаточно распространенное в современном строительстве дело, освоенное многими умельцами и приносящее им стабильный и высокий доход. Расценки за работу (без стоимости материала), составляют в среднем из расчета одна тысяча рублей за один метр трубы. В отдельных случаях расценки могут быть и гораздо выше, все зависит от сложности монтажа труб. При этом необходимый комплект оборудования для пайки труб недорогой, стоимость его от трех до пяти тысяч рублей, редко выше. Все инструменты помещаются в кейсе небольшого размера. Затраты окупаются после выполнения одного — двух заказов.

Ошибки при пайке пластиковых труб
Неопытный сантехник или хозяин, который решил провести работы по монтажу полипропиленовой водопроводной линии своими руками, часто совершает ошибки, не зная полностью технологии пайки труб и не умея работать с паяльником.
К наиболее распространенным можно отнести следующие ошибки.

Рис. 8 Отличия бюджетных и дорогих утюгов
Неправильный выбор паяльника
Наиболее популярными и недорогими аппаратами для пайки являются электромуфты с насадками для разных диаметров ППР. При покупке и эксплуатации необходимо учитывать следующие факторы:
- Приобретать аппарат нужно с удобным держателем, чтобы можно было его легко и быстро установить на место при самостоятельной работе. Это сократит время нахождения нагретых элементов в расстыкованном состоянии, которое может привести к холодной сварке и дальнейшей разгерметизации.
- Также используемые агрегаты лучше выбрать с таким размещением регулятора и кнопок включения, чтобы при работе их не задеть рукой, сбив при этом температуру или отключив нагрев.
- Если аппарат используется для постоянного использования, лучше приобретать дорогую модель с качественными тефлоновыми насадками – это исключит прилипание полипропилена и повысит качество соединений.

Рис. 9 Таблица нагрева ППР
- Современные аппараты выпускаются с электронными индикаторами, поддерживающими постоянную температуру при помощи встроенного процессора, которая отражается на его табло. Данный фактор также способствует повышению качества пайки, чье время определяется исходя из степени нагрева муфт, которое невозможно определить на агрегатах старого образца.
- Аппарат должен поддерживать заданную температуру, которая повышается с увеличением диаметра труб. Многие китайские утюги имеют завышенные температурные параметры, что следует учитывать при выборе производителя, одними из лучших агрегатов по соотношению цена и качество считается модели турецкого производства.
- Форма утюга и расположение муфт играют важную роль в случаях, если производится сварка полипропиленовых труб в труднодоступных местах. Более узкий утюг и размещение муфт на краю заостренного конца в этом случае значительно удобнее в работе.
Перепай
Передержка в паяльнике элементов свыше положенного времени приводит к тому, что их поверхность перегревается и после соединения, сопровождающегося чрезмерным усилием, трубный проход забивается расплавленным пластиком. Если такая ошибка произошла на большом количестве стыков отопительных или водопроводных трубопроводов, система не сможет нормально функционировать. Для того, чтобы избежать данной ситуации, следует четко соблюдать указанные в инструкции временные интервалы для каждого вида и диаметра труб и провести несколько пробных спаек небольших отрезков.

Рис. 10 Дефекты пайки ППР
Малый нагрев, неправильный угол и другие ошибки
Многие новички совершают достаточно большое количество ошибок, к которым можно отнести следующие:
- Пайка около стен грязных элементов или с оставшейся в линии водой, при этом из-за грязи или водяного охлаждения пластик плохо соединяется и в дальнейшем происходит разгерметизация стыка.
- Недостаточное углубление труб в раструбы большего диаметра. Нередко возникает при мелкой ошибке в случае монтажа кранов – если его вентиль не повернуть на небольшой угол, воздух в стыкуемом участке не будет иметь выхода, препятствуя полному погружению монтируемого участка в отверстие.
- При недостаточном нагреве соединяемых элементов пластик не будет иметь единой структуры и произойдет разгерметизация стыка. Определить данный дефект можно по отсутствию юбочки у кромки фитингов с большим диаметром.
- При ручной стыковке элементов следует выдерживать единую ось – в противном случае перекосы приведут к недостаточной плотности и разгерметизации.
- Также стыкуемый участок после соединения следует выдержать определенное время в неподвижном состоянии до полного остывания.

Рис. 11 Способ ремонта полипропиленовых труб разогревом поверхности ремонтируемой трубы насадкой
Для качественной пайки в труднодоступных местах большое значение играет качественный выбор паяльника – модель должна обеспечивать удобный доступ и необходимую температуру нагрева без прилипания ППР. Для удобства все работы делят на два этапа – вначале монтируют длинные цепи в удобном месте, а затем переходят к стенам, стыкуя участки на весу.
Обрезка труб
Трубы при работе нужно будет порезать и зачистить. Конструкция не позволит при зачистке снять верхнего слоя больше, чем нужно. Единственное, что нужно научиться правильно пользоваться ножницами, поскольку, чтобы стык был качественным, срез должен быть идеально ровным. Не экономьте на ножницах, изделие плохого качества не сможет сделать срез ровным, а кривой срез, в свою очередь, при большой температуре, приведет к прорывам.




![[инструкция] пайка полипропиленовых труб | видео](https://gaz-kolonka.ru/wp-content/uploads/9/d/0/9d072c68895fcb29c2a94c638bb75c1e.jpeg)

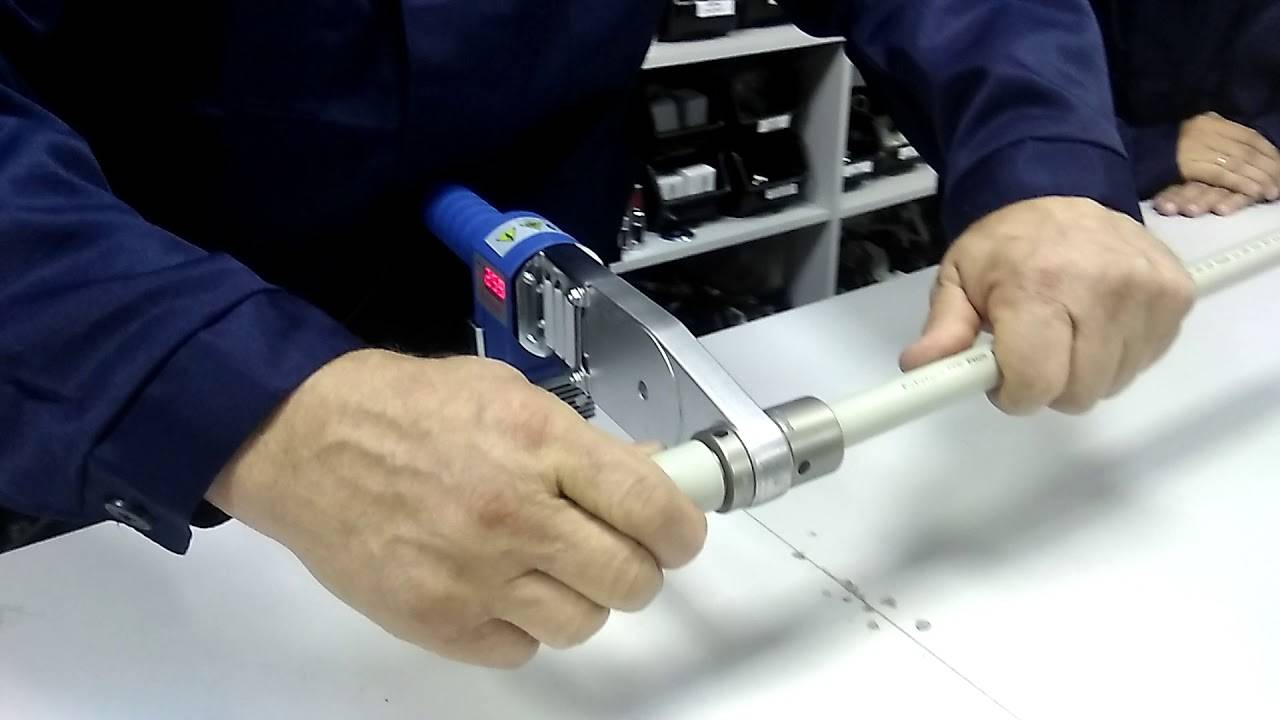


Трубы нужно резать круговыми движениями. Сначала нажмите слегка на рукоятку ножниц и врежьте ими в тело конструкции, потом поверните ножницы вокруг конструкции и режем до конца. Обрезка нужно затем, чтобы пайка была качественной и надежной.
Паять полипропиленовые конструкции не так сложно, как может сперва показаться, но при этом, чтобы это сделать, нужно знать много нюансом, чтобы работу не пришлось повторять, и пайка была осуществлена максимально добротно.
Особенности монтажа отдельных узлов
При необходимости собрать сложное соединение из полипропилена, его монтаж лучше проводить отдельно, на твердой поверхности, где достаточно места для работы. Готовый узел проще вставить в трубопровод, чем паять каждую деталь на весу.
Для монтажа спаянного узла в готовый трубопровод потребуется помощник. Трубы следует обрезать с учетом размера устанавливаемого узла и зачистить. Пайку начинают с более труднодоступной стороны.
Сварка узла на весу производится также при помощи помощника, поскольку одному мастеру невозможно удержать правильное направление при соединении деталей.
Сварка полипропиленовых труб в углах производится с помощью специальных заготовок среза трубы под углом 90℃ или с применением переходников, уголков. Нагрев соединяемых частей производится одновременно с одной стороны сварочного полотна. Для упора инструмента потребуется помощник.
Сварка пластиковых труб своими руками
При необходимости замены старых водопроводных либо отопительных труб владельцы чаще всего отдают предпочтение современным пластиковым трубам. Трубы из пластика имеют множество преимуществ, среди которых особого внимания заслуживает простота укладки – достаточно лишь соблюдать инструкцию и помнить несколько важных нюансов.
Сварка пластиковых труб своими руками
Разводка водопровода и отопления с использованием пластиковых труб может быть выполнена своими руками. Однако прежде чем приступать к проведению каких-либо мероприятий, вам нужно научиться самостоятельно сваривать пластиковые трубы – без этого навыка вы точно не справитесь.
Сварка пластиковых труб своими руками
Содержание пошаговой инструкции:
Подготовка к работе
Перед началом работы ознакомьтесь с несколькими важными рекомендациями и подготовьте необходимые приспособления.
Полезные советы
- При отсутствии опыта сварки пластиковых труб своими руками, для начала немного потренируйтесь. Купите фитинги и прочие элементы разводки с небольшим запасом. Набравшись опыта, вы сможете выполнить чистовую работу максимально быстро и качественно.
При отсутствии опыта сварки пластиковых труб своими руками, для начала немного потренируйтесь
Процесс сваривания пластиковых труб
Необходимые инструменты
Подготовьте следующие приспособления:
специальный аппарат для соединения пластиковых труб,
Набор инструментов Фузиотерм для сварки полипропиленовых труб
Все необходимые инструменты продаются в строительных магазинах. Паяльник стоит достаточно дорого, поэтому если работа по сварке пластиковых труб носит единичный характер, выгоднее будет найти компанию, предоставляющую подобные инструменты в аренду.
Используйте только рекомендованное оборудование. Некоторые домашние мастера пробуют приспосабливать под сварку пластиковых труб обыкновенные бытовые паяльники, но ничего хорошего из этого обычно не выходит.
Руководство по сварке
Монтаж полипропиленовых труб
Сварка пластиковых труб – несложное мероприятие, с проведением которого можно справиться самостоятельно. Достаточно лишь пошагово пройти каждый этап руководства.
Первый этап – подготовка деталей к сварке
Начните с подготовки соединяемых элементов. Нарежьте трубы в соответствии с требованиями предварительно подготовленных схем разводки. Разложите все отрезанные элементы в порядке, в котором они будут соединены при помощи специального паяльника. Так вы избежите риска неправильного соединения элементов трубопроводной системы.
Помните: если неудачные резьбовые соединения без особых проблем раскручиваются и переделываются, то швы разобрать уже не получится. Изделия с дефектными соединениями придется попросту выбросить. Поэтому будьте внимательны и аккуратны.
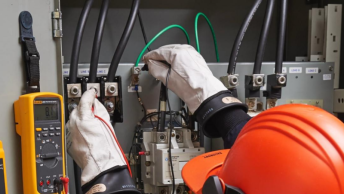
Второй этап – настройка инструмента для сварки
Аппарат для сварки пластиковых труб
Конструкция паяльника предполагает наличие температурного регулятора. Выставьте на регуляторе предел, рекомендованный производителем в соответствии с приложенной инструкцией. Понять, что паяльник нагрелся до заданной температуры, вы сможете по погасшей лампочке регулятора температуры.
Третий этап – нагрев элементов
Перед началом сварки все составные элементы будущего трубопровода нужно разогреть. Информация о рекомендованных условиях и оптимальной продолжительност и предварительного нагрева приводится в инструкции к паяльнику. Обязательно ознакомьтесь с ней.
Для нагрева детали необходимо вставить в разъемы прибора для сварки. Информацию о том, как это правильно сделать, вы также найдете в руководстве производителя к своему паяльнику.
Как паять полипропиленовые трубы
Четвертый этап – соединение элементов
Правильно нагретые детали соединяются очень быстро и ровно. В процессе соединения нельзя допускать никаких перекосов и поворотов элементов. При соединении двух отрезков пластиковой трубы строго выдерживайте угол среза – лишь так созданный вами шов будет герметичным и надежным.









Пятый этап – зачистка соединений
Дайте шву остыть и аккуратно зачистите его. Для зачистки можно использовать напильник.
Таким образом, в самостоятельной сварке пластиковых труб нет ничего сверхсложного. Используйте качественные инструменты, во всем следуйте полученным рекомендациям и уже очень скоро вы сможете пользоваться самостоятельно проложенной водопроводной либо отопительной системой.
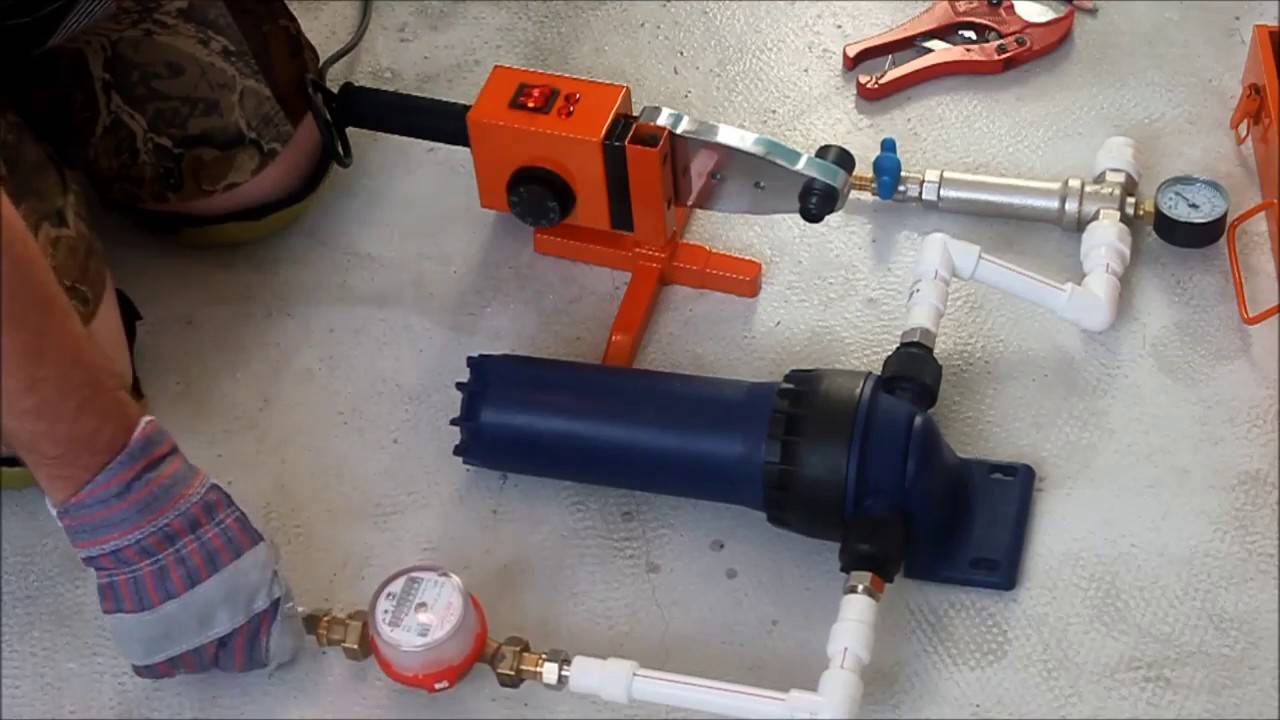
Инструкция по сварке вварных седел
После сверления устанавливается сварочный аппарат
Сварка пластиковых труб своими руками Узнайте, как выполняется сварка пластиковых труб своими руками. Подробное руководство по подготовке и проведению работы. Фото + видео.
Пайка труб на сложных участках
При сборке водопровода или системы отопления сложной конфигурации могут возникнуть проблемы с доступом к месту пайки. Как паять полипропиленовые трубы в труднодоступных местах?
Сварка (пайка) полипропилена в неудобных и труднодоступных местах.
 Смотрите это видео на YouTube
Смотрите это видео на YouTube
В процессе подготовки требуется условно разбить всю сеть на отдельные узлы, которые можно соединить на верстаке, после чего готовые ветви ввариваются в систему в двух-трех точках. Сложными для монтажа участками можно считать следующие:
- трубопроводы, размещаемые под потолком;
- в местах, где невозможно поместить паяльник.
Лучший способ избежать трудностей в данном случае является недопущение их возникновения. Для этого нужно продумать порядок сборки, изготавливая сложные узлы на верстаке, а не на руках. Если это сделать невозможно, лучше использовать электрофитинги.
Вообще, возникновение затруднений такого рода является следствием ошибок проектирования. Технологичность монтажа является основным условием для проектировщика.
Полипропилен: особенности материала для трубопроводов

Пайка полипропиленовой трубы
Использование труб из полимерных материалов для организации трубопроводов холодной или горячей воды, а также отопления обусловлено рядом качеств пластиков и изделий из них. Распространенный материал для водопровода — полипропилен (PP) — имеет ряд преимуществ:
- характеристики температуры/давления
- легкость по сравнению с металлическими трубами;отсутствие коррозии
- возможность добавления армирующего слоя
- повышающего тепловую стойкость и максимальное давление потока жидкости
- несложный метод соединения между собой, а также с металлическими трубами и сантехническими приборами;стоимость
На рынке присутствует широкий ассортимент фитингов и крепежей, позволяющий организовать водопровод или отопительную систему с поворотами, ответвлениями или соединениями с изделиями из других материалов.

Элементы полимерных трубопроводов
Принимая решение использовать для внутриквартирной разводки изделия из полипропилена, следует помнить об особенностях материала:
- РР-трубы нельзя гнуть, на каждом повороте магистрали необходимо приваривать соединительный элемент
- тонкие изделия могут деформироваться при высокой температуре (выше +95С), следует внимательно изучать маркировку и технические характеристики
- полимер при попадании прямых солнечных лучей меняет цвет (желтеет)
- изделие может треснуть от механического воздействия (удара молотком или падения тяжелого предмета)
Помимо труб из полимерного материала без добавок на рынке присутствуют усиленные, обладающие повышенной прочностью.
При температуре жидкости более +95С и напоре от 20 атм срок жизни РР-трубы значительно сокращается.
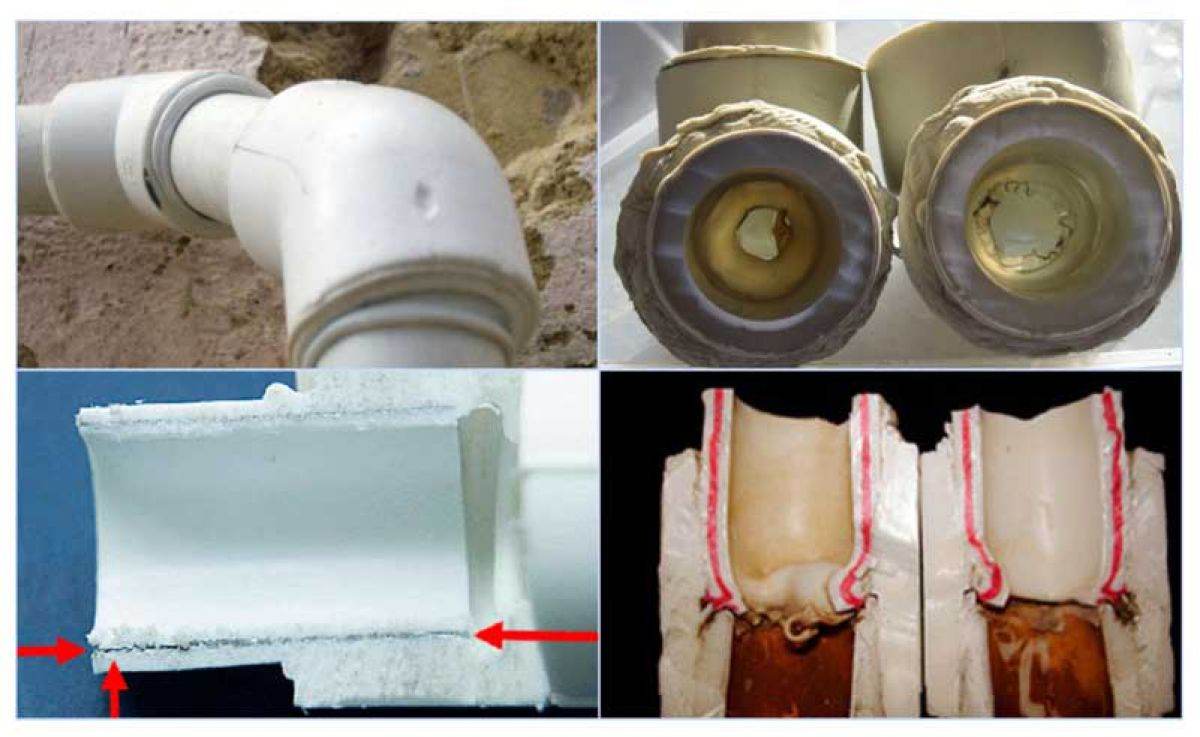
Армированные PP-трубы
Армированные трубы из полипропилена на срезе
Для повышения прочности изделий из полипропилена в них добавляют тонкий слой укрепляющие материалы. Цель армирования — снизить линейное расширение и деформацию при эксплуатации с горячей водой. Для укрепления используют:
- Алюминиевую фольгу
- Стекловолокно
Армирующий слой может располагаться снаружи или между слоями пластика
Важной особенностью изделия, армированного алюминием, является риск коррозии укрепляющего слоя, если в процессе сварки он не будет зачищен и вступит в контакт с горячей жидкостью. Чтобы спаять такие трубы используют предварительную обработку, при которой срезается слой фольги
ТОП-10 Лучших паяльников для полипропиленовых труб: обзор зарекомендовавших себя моделей | Рейтинг 2019 года
Какие трубы выбрать
Обычная полипропиленовая труба имеет существенный недостаток, ограничивающий сферу её применения: она сильно удлиняется при нагревании. Для компенсации этого температурного расширения на трубопроводах монтируют специальные компенсаторы в виде петли.
Армированный полипропилен имеет многослойную стенку: наружный и внутренний слои – полипропилен, а между ними слой алюминия или стекловолокна. У таких изделий тепловое удлинение приблизительно в 10 раз меньше. Их можно замуровывать в стены и поэтому для водопровода стоит выбрать их, хотя они и дороже.
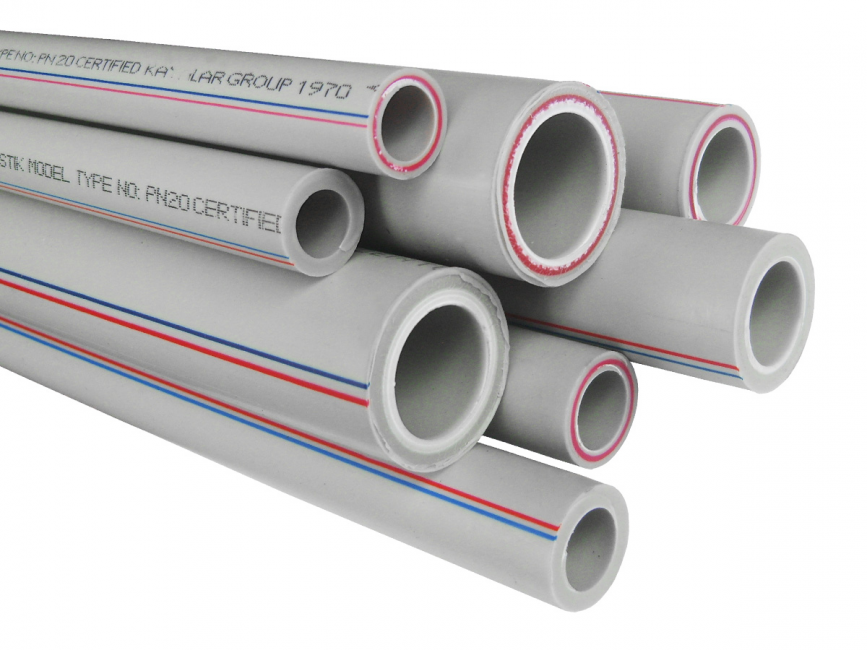
В маркировке полипропилена указывается максимальное давление ХОЛОДНОЙ воды, на которое они рассчитаны. Для бытового водопровода следует покупать материалы с обозначением PN20 и PN25, что обозначает давление 20 и 25 атмосфер соответственно. Диаметр пластикового трубопровода, как правило, выбирается равным 20 мм (наружный диаметр), что эквивалентно ½ дюйма стальной трубы (внутренний диаметр). Пусть вас не смущает, что проходное сечение у пластиковых труб иногда выбирается немногим меньше, чем стальных трубопроводов: исключительно гладкая внутренняя поверхность почти не оказывает сопротивление потоку воды и производительность трубы не страдает.
Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
- Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета.
- Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета.
- Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.
Цвета на характеристики не влияют

Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм
Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной
Сварка и монтаж отдельной части системы трубопровода
При пайке водопроводной магистрали из полипропилена всегда стараются проводить монтаж отдельных участков водопровода в месте с большим свободным пространством и на удобной высоте. Для этого вам понадобятся основные инструменты, чертеж магистрали и правильный порядок проведения работ.








Обычно сторона наиболее трудная для спайки расположена на стене с двумя угловыми фитингами, поэтому ее сваривают в первую очередь и закрепляют на клипсы или дюбельные муфты. После от угловых фитингов проводят дальнейший монтаж участков линии, переходя к паяльным работам непосредственно около стен. Для удобства монтажа необходимо заранее предусмотреть место для установки паяльника на подставку или организовать его подвешивание.
Подготовка к монтажу водопровода из полипропиленовых труб
Можно с уверенностью сказать, что качественная подготовка к сборке разводки во многом определяет ее работоспособность и долговечность.
Смотреть видео
Кроме того, одной из основных задач этих мероприятий является просчет реальной потребности в элементах водопровода.
Выбор схемы подключения
В настоящее время распространены две основные схемы монтажа трубных разводок:
Тройниковая – при ней каждый потребитель воды подключается к центральной трубе, соединенной со стояком. Для этого используются тройники.
Недостатком такой схемы является то обстоятельство, что при одновременном открытии нескольких кранов давление в питающей трубе резко снижается и поступление воды в каждом из них снижается. Особенно страдают точки разбора, удаленные от стояка.
Тройниковые схемы применяются в квартирах или небольших частных домах. Из преимуществ можно назвать простоту монтажа и сравнительно небольшой расход материалов.
Коллекторная схема разводки. Такой способ формирования водопроводной сети заключается в том, что от стояка питающая труба проводится к топографическому центру водопроводной системы и оканчивается установкой гребенки.
Гребенка представляет собой короткий патрубок с установленными на нем отводами с резьбой под шаровый кран. Таким образом, формируется распределительный узел, от которого выполняется разводка к точкам потребления.
В итоге имеется возможность перекрытия любой точки водопотребления отдельно. Остальная система продолжает функционировать в обычном режиме с одинаковым расходом воды.
Температурные режимы эксплуатации
Производители продукции для водопроводов декларируют максимальную температуру теплоносителя в 95 градусов. Однако физические свойства материала несколько отличаются от этого показателя.
Рабочая температура в паропроводах составляет именно 175 градусов.
Казалось бы, что может быть лучше? Но особенность материала заключается в том, что от температуры в 135 градусов он начинает размягчаться. Разводки начинают провисать, утончаться и в конечном итоге наступает разрыв.
Производители полипропиленовых труб официально декларируют значительно более низкую допустимую температуру, желая застраховать свои изделия и сделать их более долговечными.
Нужно заметить, что в правильно обустроенном жилище с достаточной тепловой защитой стен, такой рабочей температуры вполне достаточно.
Следует заметить, что в системах отопления целесообразно использовать армированные полипропиленовые трубы, обладающих рядом преимуществ:
- Стабильность линейного расширения элементов водопровода под воздействием тепловых и механических нагрузок. Они без заметных изменений выдерживают давление до 10 атмосфер.
- Срок службы армированного трубопровода, постоянно находящегося под давлением при повышенной температуре в разы превышает аналогичный показатель неармированной продукции.
- Температура плавления в тех и других изделиях одинакова, но при равных условиях труба без армирования разрушается, а армированная нет.
Виды полипропилена со свойствами
Полипропилен (PP) получают полимеризацией исходного сырья в присутствии катализаторов.
Для производства изделий применяют 4 разновидности материала:
- PP-H (полипропилена гомополимер). Благодаря стойкости к внутреннему давлению активно используется в промышленности.
- PP-B (mPP) – смесь полипропилена и полиэтилена, материал с температурой плавления около +110 °С и низким модулем упругости. Широко применяется в производстве бытовых изделий.
- PP-R (PPCP) – смесь пропилена и этилена. Обладает высокой ударной вязкостью и держит давление при больших температурах. Применяется в системах холодного и горячего водоснабжения, отопления бытового и промышленного назначения.
- PP-RCT – термостабилизированный сополимер, устойчивый к высоким температурам и более прочный, чем аналоги. Позволяет сократить вес изделий за счет уменьшения толщины стен.